Sähköhitsaus aloittelijoille: hitsaustyön vivahteet ja tärkeimpien virheiden analyysi
Asunto ja erityisesti omakotitalo kaipaa säännöllistä huoltoa ja korjausta.Kodin yleismiehen tulee olla yleismies, joka pystyy suorittamaan monia erilaisia tehtäviä. Siksi mestarit haluavat hallita mahdollisimman monia tekniikoita.
Yksi kysytyimmistä taidoista on kyky suorittaa hitsaustyöt. Käytäntö osoittaa, että sähköhitsaus sopii parhaiten aloittelijoille - tekniikka on yksinkertainen ja kaikkien saatavilla, jotka haluavat oppia sen käytön. Ennen kuin aloitat menetelmän hallitsemisen, sinun tulee tutustua asian teoreettisiin puoliin, etkö ole samaa mieltä?
Kaikki tarvittavat tiedot on kuvattu yksityiskohtaisesti artikkelissamme. Kuvasimme sähköhitsauksen toimintaperiaatteen ja osoitimme, mikä laite on paras valita kotona työskentelemiseen. Lisäksi artikkeli tarjoaa vaiheittaisen tekniikan osien hitsaukseen, saumojen valmistusmenetelmät ja luetellaan myös mahdolliset liitosvirheet.
Artikkelin sisältö:
Mitä on sähköhitsaus?
Sähköhitsaus on yksi hitsausmenetelmistä, kun sähkökaaren avulla lämmitetään ja sulatetaan metalleja. Jälkimmäisen lämpötila saavuttaa 7000 °C, mikä on paljon korkeampi kuin useimpien metallien sulamispiste.
Sähköhitsausprosessi etenee seuraavasti. Sähkökaaren muodostamiseksi ja ylläpitämiseksi virtaa syötetään hitsauslaitteesta elektrodiin.

Kun elektrodin sauva koskettaa hitsattavaa pintaa, hitsausvirta kulkee. Sen ja sähkökaaren vaikutuksesta elektrodi ja hitsattavien elementtien metallireunat alkavat sulaa. Sulasta, kuten hitsaajat sanovat, muodostuu hitsausallas, jossa sula elektrodi sekoitetaan perusmetalliin.
Sula kuona kelluu kylvyn pinnalle, mikä muodostaa suojakalvon. Kun kaari on sammutettu, metalli jäähtyy vähitellen muodostaen sauman, joka on peitetty asteikolla. Kun materiaali on täysin jäähtynyt, se puhdistetaan pois.
Hitsaukseen voidaan käyttää ei-kuluvia ja kuluvia elektrodeja. Ensimmäisessä tapauksessa täytelanka johdetaan sulatteeseen hitsaussauman muodostamiseksi, toisessa tätä ei vaadita. Sähkökaaren muodostamiseksi ja sen jälkeen ylläpitämiseksi käytetään erikoislaitteita.
Monien töiden suorittamiseen vaaditaan taitoja hitsauksen alalla kotioloissa:
Mitä pitää hitsata kotona?
Työn suorittamiseen tarvitset ensin hitsauskoneen. Siitä on useita lajikkeita.
Päätetään, kumpaa suosimme.
- Hitsausgeneraattori. Erottuva piirre on kyky tuottaa sähköenergiaa ja käyttää sitä kaaren luomiseen. Se on hyödyllinen, jos nykyistä lähdettä ei ole. Sillä on vaikuttavat mitat, joten sitä ei ole kovin kätevä käyttää.
- Hitsausmuuntaja. Laite muuntaa verkosta tulevan vaihtojännitteen eritaajuiseksi vaihtojännitteeksi, joka on tarpeen hitsauksessa. Laitteet ovat helppokäyttöisiä, mutta niillä on merkittävät mitat ja ne reagoivat negatiivisesti mahdollisiin verkkojännitteen ylityksiin.
- Hitsaus tasasuuntaaja. Laite, joka muuntaa verkosta tulevan jännitteen tasavirraksi, joka tarvitaan sähkökaaren muodostamiseen. Ne ovat kompakteja ja erittäin tehokkaita.
Kotona työskentelyyn invertterityyppinen tasasuuntaaja on parempi. Niitä kutsutaan yleensä yksinkertaisesti inverttereiksi. Laitteen mitat ovat erittäin kompaktit. Työskenneltäessä se ripustetaan olkapäälle. Laitteen toimintaperiaate on melko yksinkertainen.
Se muuntaa suurtaajuusvirran tasavirraksi. Työskentely tämän tyyppisellä virralla varmistaa korkealaatuisimman hitsin.

Invertterit ovat taloudellisia ja toimivat kotiverkosta. Lisäksi aloittelijan on parempi työskennellä heidän kanssaan. Ne ovat erittäin helppokäyttöisiä ja tarjoavat vakaan kaaren.
Invertterien haittoja ovat muiden laitteiden korkeampi hinta, herkkyys pölylle, kosteudelle ja virtapiikeille. Kun valitset invertteriä kotihitsaukseen, kiinnitä huomiota hitsausvirran arvoihin. Minimiarvo on 160-200 A.
Laitteen lisäominaisuudet voivat helpottaa aloittelijan työtä.
Näistä miellyttävistä "bonuksista" on syytä huomata:
- Hot Start - mikä tarkoittaa syötetyn alkuvirran kasvua hitsauskaaren syttyessä. Tämä tekee valokaaren aktivoimisesta paljon helpompaa.
- Tarttumisenesto — vähentää automaattisesti hitsausvirtaa, jos puikkotanko on jumissa. Tämä helpottaa irrottamista.
- Arc Force - lisää hitsausvirtaa, jos elektrodi tuodaan työkappaleeseen liian nopeasti. Tässä tapauksessa tarttumista ei tapahdu.
Kaikkien hitsauslaitteiden lisäksi tarvitset elektrodeja. On parasta valita heidän merkkinsä käyttämällä erityistä taulukkoa, joka osoittaa hitsattavan materiaalin tyypin.
Tarvitset myös hitsauskypärän. Paras on se, joka menee päähän. Mallit, joita on pidettävä kädessä, ovat erittäin hankalia.

Naamiossa voi olla yksinkertainen sävytetty lasi tai niin kutsuttu "kameleontti". Jälkimmäinen vaihtoehto on parempi, koska valokaaren ilmaantuessa lasi tummuu automaattisesti.
On tarpeen työskennellä vain erityisissä vaatteissa, jotka suojaavat roiskeilta ja ultraviolettisäteilyltä. Nämä voivat olla paksut puuvillahaalarit, saappaat tai korkeat saappaat, kangas tai kumikäsineet.
Artikkeli sinulle: 10 parasta maskia hitsaajille: arvostelu, valokuva, hinta. TOP 10 parasta hitsauselektrodia.
Sähköhitsaustekniikka
On parempi oppia hitsaamaan osia oikein sähköhitsauksella kokeneiden hitsaajien ohjauksessa. Jos tämä ei jostain syystä toimi, voit kokeilla sitä itse. Ensin sinun on järjestettävä työpaikkasi kunnolla. Tämä on erittäin tärkeää, koska hitsaus on korkeissa lämpötiloissa ja siksi palovaarallinen prosessi.
Työskentelyä varten sinun on valittava työpöytä tai mikä tahansa muu palamattomasta materiaalista valmistettu alusta. Puiset pöydät ja vastaavat tuotteet ovat ehdottomasti kiellettyjä. On suositeltavaa, että hitsauspaikan lähellä ei ole syttyviä esineitä.
Muista laittaa vesiämpäri lähellesi mahdollisten tulipalojen välttämiseksi. Lisäksi sinun on määritettävä turvallinen paikka, jossa käytettyjen elektrodien jäännökset säilytetään. Pieninkin niistä voi aiheuttaa tulipalon.

Ensimmäisiä itsenäisiä saumoja varten sinun on valmistettava tarpeeton metallipala ja valittava sille elektrodit. Asiantuntijat suosittelevat tällaisissa tapauksissa 3 mm:n tankojen käyttöä. Pienempää halkaisijaa käytetään ohuiden levyjen hitsaukseen, joista on hankala oppia. Suuremman halkaisijan elektrodit vaativat suuritehoisia laitteita.
Aloitamme poistamalla metallialueen, jossa sauma tulee. Ei saa olla ruostetta tai saastumista.
Kun osa on valmistettu, ota elektrodi ja aseta se hitsauskoneen puristimeen. Sitten otamme "maadoitus" -puristimen ja kiinnitämme sen tiukasti osaan. Tarkistetaan kaapeli uudelleen. Se on työnnettävä pidikkeeseen ja eristettävä hyvin.
Nyt sinun on valittava hitsauskoneen käyttövirtateho. Se valitaan elektrodin halkaisijan mukaan. Asetamme valitun tehon hitsauslaitteen paneeliin.
Seuraava vaihe on valokaaren syttäminen. Tätä varten sinun on vietävä elektrodi osaan noin 60° kulmassa ja liikutettava sitä hyvin hitaasti alustaa pitkin. Kipinöitä pitäisi näkyä. Heti kun tämä tapahtuu, kosketa osaa kevyesti elektrodilla ja nosta se välittömästi enintään 5 mm:n korkeuteen.

Tällä hetkellä välähtää kaari, jota on ylläpidettävä koko toiminnan ajan. Sen pituuden tulee olla 3-5 mm. Tämä on elektrodin pään ja työkappaleen välinen etäisyys.
Kun kaarta pidetään toimintakunnossa, on muistettava, että käytön aikana elektrodi palaa ja lyhenee. Jos elektrodi joutuu liian lähelle työstettävää kappaletta, se voi tarttua. Tässä tapauksessa sinun on käännettävä sitä hieman sivulle. Valokaari ei välttämättä syty ensimmäisellä kerralla. Ehkä virtaa ei ole tarpeeksi, niin sitä on lisättävä.
Kun aloitteleva hitsaaja on oppinut sytyttämään valokaaren ja pitämään sen toimintakunnossa, voit aloittaa helmen hitsauksen. Tämä on yksinkertaisin kaikista toiminnoista.Sytytämme kaaren ja alamme siirtää elektrodia erittäin sujuvasti ja varovasti tulevaa saumaa pitkin.
Samanaikaisesti teemme puolikuuta muistuttavia värähteleviä liikkeitä pienellä amplitudilla. Näytämme "haravoivan" sulaa metallia kohti kaaren keskustaa. Näin saat tasaisen sauman, joka näyttää telalta. Siinä tulee pientä aaltomainen metallin painuma. Kun sauma on jäähtynyt, sinun on lyötävä vaaka siihen.
Valokaarihitsaustekniikat - hitsausmenetelmät
Laadukkaan sauman saamiseksi sinun on opittava ylläpitämään ja siirtämään kaaria. Sähkökaaren pituus vaikuttaa erityisesti laatuun. Jos se on yli 5 mm, sitä pidetään pitkänä.
Tässä tapauksessa tapahtuu sulan metallin nitridoitumista ja hapettumista. Se roiskuu tippoina, mikä tekee saumasta huokoisen eikä tarpeeksi vahvan. Jos kaari on liian lyhyt, voi esiintyä tunkeutumisen puutetta.

Hitsauksessa käytetään erilaisia tekniikoita. Katsotaanpa tärkeimpiä yksityiskohtaisesti.
Vaihtoehto 1: Pohjan takaliitokset
Yleisin ja yksinkertaisin tapa liittää osat. Metallipaksuuksille 0,8 cm asti käytetään kaksipuolista hitsausta. Yli 0,4 cm ohuemmasta metallista valmistetuille liitoksille suoritetaan vain yksipuolinen hitsaus.
Töitä varten valitaan elektrodit, joiden halkaisija on yhtä suuri kuin metallin paksuus. Jos se ylittää 8 mm, hitsaus suoritetaan leikkuureunoilla. Tässä tapauksessa leikkauskulma on noin 30°.
Hitsaus suoritetaan useissa kierroksissa. On suositeltavaa käyttää teräksestä tai kuparista valmistettuja irrotettavia pehmusteita palovammojen välttämiseksi. Ensimmäinen läpimeno suoritetaan halkaisijaltaan pienellä elektrodilla, enintään 4 mm.
Ensimmäistä saumaa tehtäessä sen tarkkuus ja tunkeutumissyvyys ovat erittäin tärkeitä. Sen levittämisen jälkeen reunojen takana ei saa olla sulatettua metallia.
Toisessa ja kaikissa myöhemmissä ajoissa käytetään halkaisijaltaan suurempia elektroditankoja. Ne on valittu reunojen väliin muodostetun syvennyksen laadukkaaseen täyttämiseen.
Elektrodia liikutetaan hitaasti saumaa pitkin suorittaen värähteleviä liikkeitä, ikään kuin heilutettaisiin elektrodia puolelta toiselle, jotta tyhjät tilat täytetään kokonaan sulalla metallilla.
Vaihtoehto 2: Alakulmaliitokset
Kokeneet hitsaajat väittävät, että hyviä tuloksia voidaan saavuttaa hitsaamalla kulmat "veneessä". Tämä tarkoittaa, että liitettävät osat asennetaan 45° tai muuhun kulmaan.
Tämä varmistaa laadukkaimman tunkeutumisen tuotteen seinämiin, ja alileikkauksen ja tunkeutumattomuuden vaara vähenee. Tämä hitsausmenetelmä mahdollistaa suurten poikkileikkausten saumojen hitsauksen yhdellä kertaa.

Veneen hitsausta on kahta tyyppiä - symmetrinen ja epäsymmetrinen:
- Osien kaltevuus on 45°. Todennäköisyys, että jokin seinästä painuu tai alittaa, on minimaalinen. Käänteisen ja suoran napaisuuden hitsaus suoritetaan maksimivirran arvoilla. Käänteisen napaisuuden hitsauksessa sähkökaaren pituuden tulee olla minimaalinen.
- Kallista osia 60° tai 30° kulmassa - epäsymmetrinen "vene". Tämä vaihtoehto on erittäin kätevä, jos työtä tehdään vaikeapääsyisissä paikoissa, koska elektrodin liikkeen amplitudi on pieni. Hitsaaja ohjaa kaaren sauman juurille, ja on varmistettava, että se ei ylitä tulevan sauman rajoja. Liian paljon metallia ei myöskään saa levittää yhdellä kertaa.
Kulmaliitokset voivat olla T-tyyppisiä, joten sinun on opeteltava hitsaamaan metalli oikein ja ilman virheitä sähköhitsauksella useissa ajoissa.
Yhden kierron käyttö on mahdollista vain hitsattaessa yksinkertaisia rakenteita, joiden sivut muodostavat 45° kulman filehitsauksessa. Elektrodin halkaisija ei voi tässä tapauksessa ylittää metallin paksuutta enempää kuin 0,15-0,3 cm.
Tavallinen monivaiheinen T-hitsaus suoritetaan seuraavasti. Ensimmäistä läpikulkua varten otetaan halkaisijaltaan suurempi elektrodi kuin seuraaviin ajoihin valitut.Esimerkiksi käytetään elektrodia, jonka mitat vaihtelevat 0,4 - 0,6 cm.

Hitsaus suoritetaan sujuvasti, ilman poikittaisia värähtelyliikkeitä. Muita passeja suoritettaessa ne suoritetaan välttämättä. On tärkeää, että tärinän amplitudi on sallitun saumanleveyden sisällä.
Toinen merkittävä kohta. Kun T-hitsaus tehdään saumaliitokselle, sähkökaari tulee aina sytyttää vaakasuoraan sijoitetulla hyllyllä.
Kun teet kulmien sähköhitsauksen omin käsin, voit käyttää päällekkäistä liitäntätyyppiä. Tässä tapauksessa hitsattavat osat asetetaan päällekkäin limittäin. Valokaari suoranapaisessa hitsauksessa tulee olla lyhyt ja käänteisnapaisessa hitsauksessa mahdollisimman lyhyt. Suuntaa kaari tarkalleen liitoksen juureen.
Hitsausprosessin aikana on tarpeen suorittaa pienen amplitudin edestakaisin liikkeitä elektrodilla. Näin koko liitosalue lämmitetään tasaisesti. Tässä tapauksessa hitsausallas täytetään tasaisesti ja sauma on kupera ja täysikokoinen.
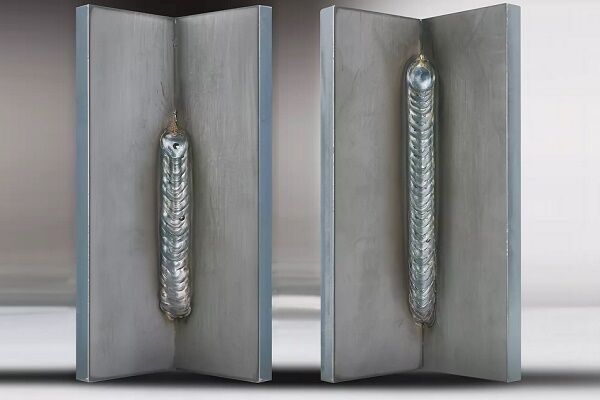
Vaihtoehto 3: pystysaumat
Pystysuoraan suunnatut saumat tehdään vain lyhyellä kaarella. Tässä tapauksessa käyttövirran tulee olla 10% -20% pienempi kuin hitsattaessa osia ala-asennossa. Nämä vaatimukset on helppo selittää.
Pienempi virranvoimakkuus tarkoittaa, että sula nestemäinen metalli ei valu pois hitsausaltaalta. Pienempi kaari on kätevämpi käyttää.

Kokeneet hitsaajat haluavat hitsata pystysuorat saumat alhaalta ylöspäin. Kaari sytytetään tuleen tulevan sauman alimmasta kohdasta. Sen jälkeen valmistetaan pieni vaakasuora alusta, jonka mitat vastaavat tulevan sauman poikkileikkausta.
Siirrä sitten elektroditankoa hitaasti ylöspäin. Tässä tapauksessa liikkeet on suoritettava liitoksen poikki.
Ne voivat olla kalanruoton, kulman tai puolikuun muodossa. Viimeinen vaihtoehto on helpoin toteuttaa. Lisäksi on tärkeää säilyttää elektrodin oikea asento. Teoreettisesti tunkeutuminen saavutetaan parhaiten, jos sauva asetetaan kohtisuoraan saumaan nähden eli vaakasuoraan.
Puskuhitsauksille on ominaista seuraavat kriteerit:
Käytäntö osoittaa, että tässä elektroditangon asennossa nestemäinen metalli virtaa alas saumaa pitkin. Tämän välttämiseksi tangon kaltevuuskulmaksi valitaan 45°-50°. Tämä on optimaalinen vaihtoehto pystyhitsaukseen. Jos haluat hitsata osia alhaalta ylöspäin, valitse elektrodit, joiden halkaisija ei ylitä 0,4 cm.
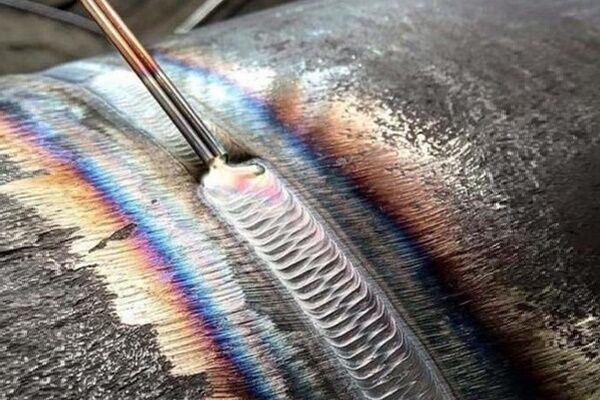
Vaihtoehto 4: Putkilinjan tiedot
Kotona on usein muistettava metalliputken sähköhitsaus. Pystysauma tehdään yleensä osan sivulle ja vaakasauma kehälle. Teräsputket puskuhitsattu. Kaikkien reunojen tulee olla hyvin keitetyt.
Sen varmistamiseksi, että putken sisäinen painuma on minimaalinen, elektrodi tuodaan tuotteeseen enintään 45° kulmassa. Sauman leveyden tulee olla 0,6-0,8 cm, korkeuden 0,2-0,3 cm.

Ennen hitsaustöiden aloittamista liitettävät osat puhdistetaan perusteellisesti. Putken päät tarkastetaan. Jos ne ovat vääntyneet, ne suoristetaan tai leikkaa putkileikkurilla. Sitten osien reunat puhdistetaan sisältä ja ulkoa metallisiksi kiiltoiksi vähintään 1 cm etäisyydeltä reunasta. Aloita sitten hitsaus.
Liitos hitsataan keskeytyksettä, kunnes se on täysin hitsattu. Pyörimättömille putkille, joiden seinät ovat enintään 0,6 mm leveät, suoritetaan kaksi hitsausajoa, tuotteille, joiden seinät ovat 0,6 - 1,2 cm leveät - kolme läpimenoa, osille, joiden seinät ovat leveät kuin 1,9 cm - neljä läpikulkua.
Tässä tapauksessa jokainen seuraava sauma levitetään vasta sen jälkeen, kun asteikko on poistettu edellisestä.
Ensimmäisen sauman laatu on tärkeintä.Prosessin aikana kaikkien tylppyjen ja reunojen tulee sulaa kokonaan. Ei saa olla halkeamia, edes pienimpiä. Jos niitä on, ne sulatetaan tai leikataan. Tämän jälkeen fragmentti hitsataan uudelleen. Pyörivien putkien hitsaus suoritetaan samalla tavalla.
Mahdollisia vikoja hitsausliitoksissa ja -saumoissa
Sähköhitsaus on monimutkainen prosessi, eikä kaikki suju aina ongelmitta.
Käyttövirheiden seurauksena saumoissa ja liitoksissa voi olla erilaisia vikoja, mukaan lukien:
- Kraatterit. Pienet painaumat hitsauspalossa. Ne voivat ilmetä katkenneen kaaren tai sauman lopullisen fragmentin suorittamisen virheen seurauksena.
- huokoset. Hitsaussaumasta tulee huokoinen johtuen osien reunojen saastumisesta ruosteella, öljyllä jne. Lisäksi huokoisuutta voi ilmetä, kun sauma jäähtyy liian nopeasti, suurilla hitsausnopeuksilla ja työskenneltäessä kuivumattomilla elektrodeilla.
- Alaleikkaukset. Ne näyttävät pieniltä syvennyksiltä ommelhelmen molemmilla puolilla. Näkyy, kun elektrodit siirretään pystyseinän suuntaan hitsattaessa kulmaliitoksia. Lisäksi alileikkauksia esiintyy työskenneltäessä pitkällä kaarella tai kun hitsausvirta on liian korkea.
- Kuonan sulkeumia. Hitsauspalon sisällä on kuonanpalasia. Tämä voi tapahtua, jos reunat ovat likaiset, hitsausnopeus on suuri tai hitsausvirta on liian pieni.
Nämä ovat yleisimmät hitsausvirheet, mutta muitakin voi olla.
Lisätietoa pysty- ja vaakasaumojen hitsauksesta sähköhitsauksella on esitetty kohdassa Tämä artikkeli.
Päätelmät ja hyödyllinen video aiheesta
Putkien hitsauksen ominaisuudet:
Kuinka valita oikea hitsausinvertteri:
Haluttaessa kuka tahansa kodin käsityöläinen voi hallita hitsauksen perusteet. Se ei ole niin vaikeaa. Se vaatii kärsivällisyyttä, tarkkuutta ja tietysti kaikkien ohjeiden tarkkaa suorittamista. Kaikki on paljon helpompaa, jos uuden taidon hallinta tapahtuu kokeneen asiantuntijan ohjauksessa.
Onko sinulla omakohtaista kokemusta osien liittämisestä sähköhitsauksella? Haluatko jakaa kertyneet tietosi tai esittää kysymyksiä aiheesta? Jätä kommentteja ja osallistu keskusteluihin - palautelomake löytyy alta.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Kiitos! Opin paljon itselleni hyödyllistä. Kuinka hitsata neliömäiset putket oikein 90 kulmassa?
Hyödyllinen video mielestäni varsinkin delitiläisille.
Kiitos! Oli erittäin mielenkiintoista lukea.
Kiitos tiedosta
Hyvää iltapäivää Anteeksi kysyminen ilman ulkopuolista edustusta, mutta vaihtoehtoja ei ole…. Ole hyvä ja vastaa kysymykseen. Hitsaustöissä ja konsepteissa - täydellinen nolla. Mutta aika on sellainen, että sinun on otettava kaikki. Oli tarvetta hitsata ohutta (1 - 2 mm) rautametallia. Lahjoitettu italialainen ihme Deca STARFLUX 130AC on ollut maassa pitkään. Lähtö virtajohdolle suoraan muuntajasta... Onko tämä normaalia? Miten niiden pitäisi toimia oikein? Kiitos….