Kuinka metalliputket taivutetaan: työn tekniset yksityiskohdat
Kulmaan taivutetut putket ovat löytäneet käyttökohteen öljy- ja kemianteollisuudessa sekä kone- ja laitetekniikassa.Yksikään arkkitehtuuri- tai rakennusprojekti ei tule toimeen ilman niitä.
Kaikenlaisia liittimiä voidaan käyttää käännöksiin, mutta silloin voi esiintyä vuotoja, ja joskus tämä on yksinkertaisesti mahdotonta hyväksyä esteettisistä syistä. Viehättävämpi ulkonäkö ja korkea luotettavuus varmistetaan taivuttamalla putkia - prosessi, joka ei riko niiden eheyttä.
Kerromme sinulle, kuinka parhaiten taivuttaa metalliputki käyttämällä sekä kylmää että kuumaa tekniikkaa. Esittämässämme artikkelissa kuvataan eri materiaaleista valmistettujen taivutusputkien erityispiirteet. Profiilin ja tavanomaisten pyöreiden putkien kanssa työskentelyn ominaisuudet on annettu.
Artikkelin sisältö:
Taivutusprosessin ominaisuudet
Jokaisella metallilla on omat ominaisuutensa; ottamatta niitä huomioon, on mahdotonta antaa valssatulle metallille monimutkaista muotoa. Taivutettu putki on alttiina radiaalisille ja tangentiaalisille voimille.
Ensin mainitut muotoilevat osaa ja jälkimmäiset edistävät taitteiden ilmaantumista. Lopputuloksen päävaatimus on, että putken poikkileikkaus pysyy ennallaan, eikä seinissä saa olla aallotuksia. Taivutuksen avulla voit minimoida hitsausten lukumäärän, kun asennat putkia, joissa on kaikenlaisia mutkia.
Putken taivutusmenetelmät
Vaaditun taivutuskulman, materiaalin ja putken halkaisijan perusteella taivutus voidaan tehdä manuaalisesti tai erikoisvälineillä. Tarjolla on myös kuuma- ja kylmätaivutus, putkiontelon täytön kanssa ja ilman.

Kuorman poistamisen jälkeen tapahtuu ilmiö nimeltä jousitus, joka on suoraan verrannollinen materiaalin kimmokerrokseen. Mahdollisen muodonmuutoksen määrä riippuu myös käytetystä taivutusmenetelmästä ja kohteen geometriasta.
Kuuman tekniikan erityispiirteet
Tämä menetelmä valitaan, kun on tarpeen taivuttaa putkea, jonka halkaisija on vähintään 10 cm. Putket muotoillaan kuumana sekä manuaalisesti että mekanismeja käyttäen. On olemassa sellainen asia kuin pienin taivutussäde.
Lämmitettävän putkivyöhykkeen pituus määräytyy putken halkaisijan ja taivutuskulman perusteella. Tässä tapauksessa pyöristys ei voi olla pienempi kuin putken halkaisija kerrottuna 3:lla.
Etsi lämmitetyn osan pituus kaavalla:
L = α x d / 15
Kaavassa: L on vaadittu pituus mm, α on taivutuskulma asteina, d on putken ulkohalkaisija mm, 15 on kerroin. Oletetaan, että putki, jonka halkaisija on 200 mm, on taivutettava 60⁰ kulmaan, jolloin L = 60 x 200/15 = 800 mm, ts. 4 halkaisijaa.

Putken taivuttamiseksi se on lämmitettävä 900⁰. Optimaalinen lämpötila taivutuksen aloittamiselle on 760⁰ ja lopussa - 720⁰C. Poltettaessa materiaalin lujuusominaisuudet heikkenevät.
Kuumataivutusprosessi sisältää useita toimintoja:
- mallin tekeminen;
- hiekka pakkaus;
- sivuston merkintä;
- lämpöä;
- taivutus.
Jotta putken poikkileikkaus ei vääntyisi ja sen sisäosaan ei muodostu makeita pisteitä mutkan kohdalla, sisätila täytetään kvartsihiekalla.
Hiekka kuivataan ja kalsinoidaan ensin orgaanisten epäpuhtauksien poistamiseksi lämpötilassa 150 - 500 °C, minkä jälkeen se johdetaan hienon seulan läpi, jonka kennokoko on 3,3 x 3,3 mm. Ennen kuin aloitat putken täyttämisen, sinun on suljettava sen toinen pää.
Tulppina käytetään puisia tai metallisia tulppia, joissa on reikä kaasujen poistumista varten. Hienoa ja märkää hiekkaa ei voi käyttää, koska... ensimmäinen sintrataan lämmön vaikutuksesta ja kiinnittyy tiukasti putkien seiniin.
Toinen, höyryn muodostumisen seurauksena, edistää korkean sisäisen paineen kehittymistä, mikä voi saada tulpan lentämään ulos. Kivien esiintyminen tiivisteessä ei ole hyväksyttävää, ne voivat työntyä putken seinämän läpi.
Putken täyttöprosessi on erittäin työläs, joten se kuljetetaan torniin ja asetetaan hieman vinoon tai pystysuoraan asentoon. Koska mutkan laatu on suoraan riippuvainen tiivisteen tiivistymisestä, putkea kierretään jatkuvasti koko prosessin ajan. Tylsä ääni osoittaa, että työkappale on hyvin täytetty.
Ennen kuin siirryt suoraan pääoperaatioon, tulevien mutkien alueet piirretään hiekalla täytettyyn putkeen ja kiinnitetään malli. Putket lämmitetään uuneissa tai uuneissa. Taivuta sekä käsin että koneellisesti.
Jälkimmäisessä tapauksessa käytetään erityisiä levyjä, jotka on varustettu työntöpylväillä, joiden avulla putken lämmitetty osa kiinnitetään, ja puristimia, jotka pitävät putken pään levyllä.Putken vastakkaiseen päähän laitetaan kaapeli, jonka kireys vinssin tai vetoakselin avulla saa putken taipumaan.
Putken seinämien muodonmuutosten estämiseksi putkitelineen tilaan asetetaan tiivisteet - suorat tai kaarevat. Vapaa pää ja siihen kiinnitetty kaapeli kiinnitetään telineellä. Prosessin aikana putken geometriaa valvotaan soveltamalla siihen ajoittain mallia.
Kun putki on taivutettu haluttuun kulmaan, tulpat poistetaan siitä polttamalla tai yksinkertaisesti lyömällä ne pois. Hiekka kaadetaan pois, putki puhdistetaan ja pestään. Suorita lopullinen taivutustarkistus mallin avulla.
Kylmä taivutus
Halkaisijaltaan pienten putkien konfiguraation muuttamiseksi käytetään erilaisia manuaalisia laitteita; suurille halkaisijoille käytetään mekaanisia putkien taivuttimia. Kotona vesi- ja kaasuputkien taivutus on useimmiten tarpeen. teräsputketkäytetään vesi- ja lämmitysjärjestelmien rakentamisessa.
Putken taivuttamista 90⁰ kutsutaan taivutukseksi, 180⁰ on rulla, reunan muodostuksella on kude ja silmukan muodossa on kannatin.

On muitakin laitteita manuaaliseen taivutukseen. Kotona veden lämmittämiseen tarkoitetun patterin valmistamiseksi ruostumattomasta teräksestä valmistettu putki, jonka halkaisija on noin 20 mm, kääritään yksinkertaisesti halkaisijaltaan suuren putken palalle. Ensin kiinnike hitsataan suureen putkeen, asetetaan tukien päälle ja kiinnitetään.
Putki täytetään tiiviisti hiekalla ja suljetaan tulpilla, työnnetään sitten kiinnikkeeseen ja käämitys alkaa. Mallina käytettävä putki on kierrettävä, joten se vaatii vähintään kahden ihmisen ponnisteluja. Käämityksen jälkeen kela tasataan.

Ruostumattomasta teräksestä tai muusta materiaalista valmistetun putken taivutus kotona voidaan tehdä yksinkertaisimmalla laitteella. On suositeltavaa käyttää sitä pienissä työmäärissä.
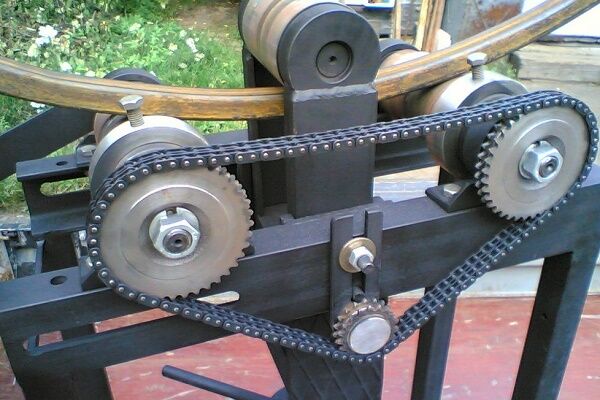
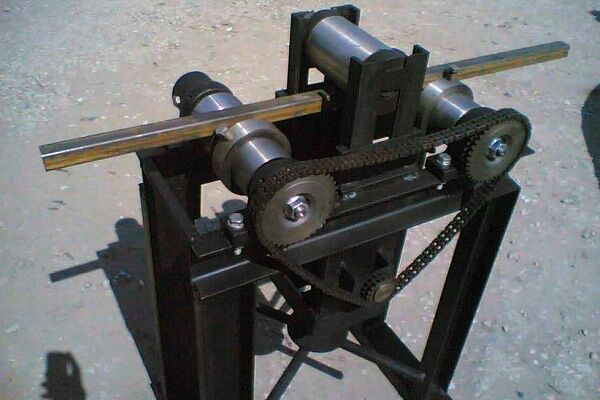
Voit rakentaa yksinkertaisen mekaanisen putken taivutuskoneen omin käsin, varsinkin jos sinulla on hitsaustaitoja ja tunnet hitsauskoneen:
Primitiivisten valmistukseen putken taivutuslaite Tarvitset betonilaatan, metallitapit ja vasaraporan. Laatta on jaettu soluihin 40 x 40 tai 50 x 50 mm. Solujen kulmiin porataan reiät rei'ittimellä ja niihin työnnetään tapit.
Putkimainen tuote työnnetään tappien väliin ja taivutetaan voimaa käyttämällä. Tarkkuus tällä taivutusmenetelmällä ei ole ihanteellinen, mutta se on varsin riittävä työkappaleen käyttöön kotona. Tarkempaan taivutukseen voidaan käyttää tunkilla valmistettua laitetta.

Putken sisäisen ontelon muodonmuutosten estämiseksi käytetään välineitä tämän prosessin estämiseksi sisäpuolelta. Hiekkaa käytetään useimmiten sisäisenä rajoittimena. Tässä tapauksessa tulppa työnnetään putken toiseen päähän, hiekka kaadetaan toisen läpi ja sitten se tulpataan tulpalla. Seuraavaksi suoritetaan taivutus.
Joskus rajoitin on erityisesti tätä tarkoitusta varten valmistettu jousi. Käämitykseen käytetään lankaa, jonka halkaisija on 1-4 mm. Jousen tulee sopia vapaasti putkeen taivutuskohdassa; osa langasta jää ulkopuolelle.
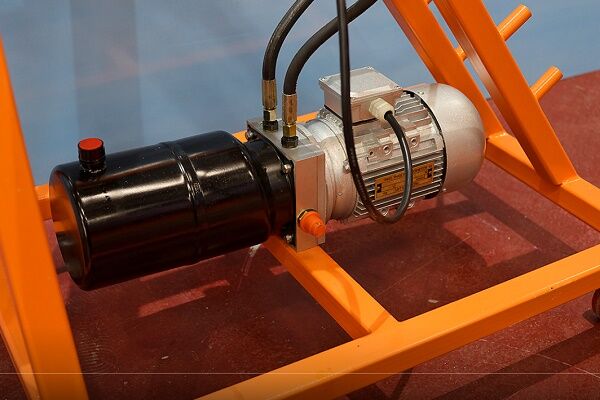
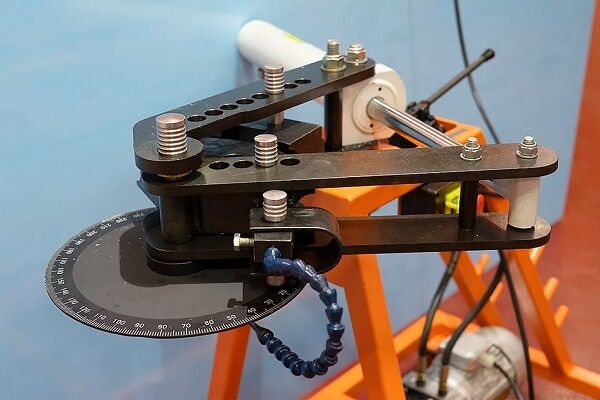
Käsityökalujen, kannettavien ja kiinteiden koneiden hydraulijärjestelmä helpottaa merkittävästi taivutusprosessia ja nopeuttaa putken muodonmuutosprosessia:
Kun taivutus on valmis, jousi poistetaan vetämällä lankaa. Kun työskentelet neliömäisen poikkileikkauksen putken kanssa, valitaan saman poikkileikkauksen omaava lanka jousen valmistamiseksi.
Tähän tarkoitukseen soveltuu myös lankakimppu, joka koostuu erillisistä segmenteistä, jotka työnnetään sisäänpäin yksi kerrallaan tulevan taivutuskohtaan asti. Toimenpiteen päätyttyä segmentit poistetaan myös yksitellen. Voit taivuttaa manuaalisesti ruostumatonta putkea, jonka poikkileikkaus on enintään 4 cm ja seinämän paksuus 0,3 cm.

Suuren halkaisijan työskentelyyn tarvitaan ammattilaitteita. On olemassa tuurnalla varustettuja putken taivutuskoneita. Tämä rakenneelementti on tavallinen metallitanko.

Ennen taivutusprosessin aloittamista se asetetaan sisään putken seinien muodonmuutosten estämiseksi. Sarjan mukana olevissa tuurnassa on erilaisia osia, joten voit valita haluamasi putkituotteiden tietylle halkaisijalle.
Ei-rautametallista valmistettujen putkien kokoonpanon muuttaminen
Ei-rautametalleilla on erittäin hyödyllinen ominaisuus - korkea sitkeys. Ne eivät kuitenkaan ole tarpeeksi vahvoja. Taivutusprosessin aikana puristus- ja jännitysvoimien kohdistamisen seurauksena putki voi painua kokoon tai repeytyä. Tämän estämiseksi sinun on noudatettava tiukasti tekniikkaa.
Kuinka taivuttaa kupari- ja messinkiputkia?
Kupari- ja messinkiputkien taivutukseen käytetään sekä kuumaa että kylmää menetelmää. Ensimmäistä valittaessa sisäiseksi täyteaineeksi valitaan hiekka ja toiseksi täyteaineeksi sulaa hartsia. Taivutustekniikka on sama kuin teräsputkissa.
Kuparista ja messingistä valmistetut putkimaiset tuotteet hehkutetaan ja jäähdytetään myöhemmin ennen kylmätaivutusta. Molempien materiaalien lämpötila-alue on sama - 600 - 700⁰С. Ero on jäähdytysväliaineessa - kupari laitetaan veteen ja messinki jäähdytetään ilmassa.
Kun prosessi on valmis, hartsi poistetaan sulattamalla se. Putken repeämisen estämiseksi prosessia ei saa koskaan aloittaa putken keskeltä, vain päistä. Taivutuslaitteina käytetään sekä yksinkertaisia työkaluja että monimutkaisia konelaitteita.
Manuaaliset putkentaivuttimet toimivat ihmisen fyysisten ponnistelujen vuoksi, kun taas hydrauliset vähentävät nämä vaivat minimiin. Molemmat on varustettu vaihdettavilla suuttimilla, joiden avulla voit valita halutun halkaisijan.

Kupari- ja messinkiputkilla on paljon helpompi työskennellä kuin teräsputkilla, mutta metallin muodonmuutos taivutuksen aikana tapahtuu samojen fysiikan lakien mukaan. Taivutusosassa ulkopintaan kohdistuu jännitystä, jonka seurauksena seinät ohenevat.
Putken sisällä tapahtuu käänteisiä prosesseja - seinä kutistuu ja paksunee. On olemassa vaara, että pyöreä osa muuttuu soikeaksi ja pienentää nimellishalkaisijaa, joten taivutusta ei saa aloittaa ilman toimenpiteitä näiden ilmiöiden estämiseksi.
Alumiiniputken taivutus
Perusmenetelmät alumiiniputken taivutus sama kuin messinki tai kupari:
- työntäminen telojen välillä;
- liikkuva;
- palautus;
- paine.
Ennen kuin teet päätöksen siitä, kuinka ja millä tavalla alumiiniputkia taivuttaa, sinun on tutustuttava jokaiseen. Ensimmäistä menetelmää käytetään ohutseinäisille putkille, joiden halkaisija on enintään 10 cm, kun on tarpeen saada hellävarainen taivutus alhaisilla tarkkuusvaatimuksilla. Pienin säde on täällä tiukasti säädelty. Sen koko on 5-6 putken halkaisijaa.
Leikkauksen kaarevuus määräytyy taittorullan asennon mukaan. Sisustuksen koriste-elementit valmistetaan useimmiten tällä tavalla. Toinen tapa on taivuttaa halkaisijaltaan suuri putkimateriaali, johon käytetään 3-rullaisia putkitaivuttimia.Putki vedetään käyttötelojen väliin, joiden suunta määrittää taivutussäteen.

Tämän menetelmän tarkkuus on vielä pienempi kuin edellisessä, mutta osaa voidaan taivuttaa uudelleen ja prosessia toistaa, kunnes haluttu geometria on saavutettu.
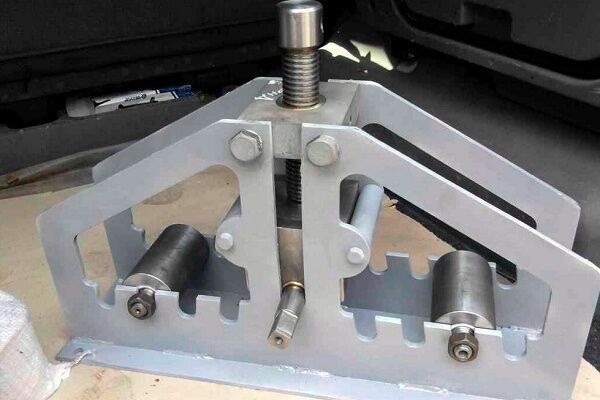
Ohutseinäisten alumiiniputkien taivutus voidaan tehdä manuaalisesti asianmukaisella valmistelulla:
Valssausmenetelmä ei sisällä sisäistä täyteainetta, joten sitä ei käytetä pienten säteiden saamiseksi.Tätä menetelmää valittaessa ei ole mahdollista täyttää tiukkoja vaatimuksia, jotka koskevat osan soikeutta mutkassa.
Alumiiniputken muodon muuttamiseen paineella käytetään puristimia, joihin on asennettu leimasimet halutun muotoisella matriisilla. Annettu geometria saadaan ulkopuolelta kohdistetun paineen vaikutuksesta.
Joissakin tapauksissa paine voi olla sisäinen, kun putki asetetaan muottiin ja nestettä syötetään sisään paineella, joka riittää painamaan sen seiniä vasten.
Duralumiiniputkien taivutus ei ole helppoa, koska... Tämä materiaali on melko kovaa ja joustavaa. Prosessin helpottamiseksi ne poltetaan välittömästi ennen taivutusta 350 - 400 ⁰C lämpötilassa ja odotellaan, kunnes putket jäähtyvät luonnollisesti ilmassa.
Menetelmät halkaisijaltaan suurien putkien taivuttamiseen
Suhteellisen äskettäin ilmestyneitä menetelmiä ovat putkien taivutus teollisuus- ja suurtaajuusvirroilla sekä taivutus jännityksellä. Ensimmäisessä tapauksessa käytetään korkean suorituskyvyn suurtaajuusasennusta, jossa lämmitetään, taivutetaan ja jäähdytetään putkea, jonka halkaisija on 95 - 300 mm.
Se koostuu kahdesta osasta - mekaanisesta taivutuskoneen muodossa ja sähköosasta, joka sisältää sähköosan ja suurtaajuusasennuksen.
Putki vääntyy vain induktorivyöhykkeellä sijaitsevalla lämmitetyllä alueella. Geometria muuttuu tiettyyn kokoon taipuvan rullan vaikutuksesta. Tällä menetelmällä voit saada taivutuksen pienellä kaarevuussäteellä.
Taivutus toisella menetelmällä suoritetaan taivutus- ja venytyskoneilla, jotka sisältävät pyörivän pöydän. Putkeen kohdistuu suuria veto- ja taivutusvoimia. Näin saadaan jyrkästi kaarevia mutkia tasaisella seinämänpaksuudella koko kehällä.
Menetelmää käytetään halkaisijaltaan suurien putkien taivutukseen lento-, auto- ja laivanrakennusteollisuudessa, missä putkilinjalle asetetaan korkeat vaatimukset. Etuna on kyky taivuttaa putkia, joiden seinämä on 2 - 4 mm 180⁰.
Profiilin taivutuksen ominaisuudet
Profiiliputkituotteet näyttävät esteettisemmiltä kuin pyöreät vastineet, minkä vuoksi niitä löytyy usein kotitalouksien rakenteista. Taivutettaessa siihen vaikuttaa sisäpuolelta puristusvoima ja ulkopuolelta vetovoima. Sinun tulee valita taivutusmenetelmä huolellisesti ennen tämän toimenpiteen aloittamista.
Profiilivalikoimaan kuuluvat putket, joiden poikkileikkaus on neliön, soikean tai suorakaiteen muotoinen.
On useita vivahteita, ja sinun ei pidä unohtaa niitä tehdessäsi joustavat profiiliputket kotona ilman erikoisvarusteita:
- Taivutusosan optimaalinen pituus ohutseinäisille aaltopahviputkille, joiden poikkileikkaus on enintään 2 cm, on putken korkeus kerrottuna 2,5:llä.
- Paksuseinäisille putkille taivutusvyöhykkeen pituus määritetään kertomalla poikkileikkaus kolmella. Muuten materiaalin halkeilua ulkopuolelta tai muodonmuutoksia sisältä ei voida välttää.
- Kaarevuussäteen pienin arvo on taivutusosa kerrottuna 2,5:llä.
Ilman näitä vaatimuksia et voi edes toivoa hyvää tulosta. Taivutusmenetelmät eivät eroa niistä, joita käytetään poikkileikkaukseltaan pyöreän tuotteen kanssa. Lisäksi voit käyttää manuaalista taivutusmenetelmää poikittaisleikkauksilla, jotka tehdään putken kolmelle puolelle.
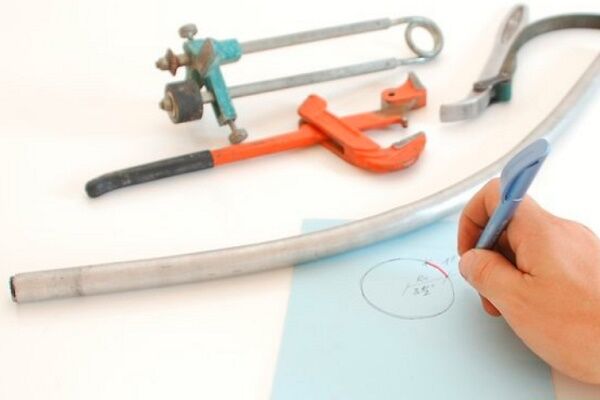
Leikkausten pituus ja lukumäärä määritetään laskelmilla. Oletetaan, että siellä on 40 x 90 mm putki. Sinun on suoritettava täysi kierros, ts. taivuta seinää pitkin 40 mm 180⁰ kulmassa 150 mm säteellä. Laske ensin puoliympyrän pituus ulkosäteen perusteella:
L = (2π r: 2 = 2 x 3,14 x 190) : 2 = 596,6 mm
Sisäsäteen osalta laskelmat ovat samat:
Lin. = (2 x 3,14 x 150): 2 = 471 mm.
Leikkauspituuksien summa sisäsäteellä määritetään kaavalla: Lout = L – Lin = 596,6 – 471 = 126 mm.
Ne, jotka haluavat tehdä sen itse manuaalinen putkentaivutin tai profiiliputkien taivutuskone Omin käsin tarjoamistamme artikkeleista löydät paljon hyödyllistä tietoa, kaavioita ja hyödyllisiä suosituksia.
Jos otamme huomioon, että hiomakone voi tehdä 5 mm leveän leikkauksen, niin 126 mm pitkällä taivutustasolla saat 25 rakoa, jonka jälkeen putkea taivutetaan, kunnes leikkausten reunat koskettavat. Raot hitsataan ja saumat puhdistetaan.

On olemassa toinen tapa, jolla profiili- ja pyöreät putket taivutetaan, mutta sitä voidaan käyttää vain talvella. Työnnä tätä varten tulpat putken päihin, kaada vettä sisään ja odota, kunnes se kovettuu. Putki taivutetaan ohjaten prosessia mallilla, sitten tulpat poistetaan ja neste poistetaan.
Hyödyllinen: Kuinka tehdä huvimaja profiiliputkesta omin käsin.
Päätelmät ja hyödyllinen video aiheesta
Video #1. Kuinka taivuttaa putki improvisoiduilla keinoilla, opit tästä videosta:
Video #2. Kuinka taivuttaa minkä tahansa poikkileikkauksen omaava putki ympyräksi:
Video #3. Kotitekoinen putkentaivutin on välttämätön asia kotitaloudessa:
Kun suoritat korjauksia tai rakennat taloa, syntyy usein tarve taivuttaa putki - pyöreä tai profiili. Jos tilavuus on pieni, voit tehdä sen itse. Putkituotteiden massataivutus on mahdollista vain erikoislaitteilla.
Kerro meille, kuinka taivutit metalliputken kasvihuoneen rakentamiseen tai muihin tarkoituksiin. Jaa sivuston vierailijoille vain sinulle tiedossa olevia teknisiä vivahteita. Kirjoita kommentteja alla olevaan lohkoon, lähetä artikkelin aiheeseen liittyviä kuvia ja kysy kysymyksiä.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Hieno artikkeli :)