Kupariputkien juottaminen: askel askeleelta työn analyysi ja käytännön esimerkit
Kodin käsityöläiset yrittävät tehdä rakennus- ja korjaustöitä itse, mikä antaa heille mahdollisuuden paitsi säästää perheen budjettia, myös olla täysin varmoja korkealaatuisesta tuloksesta. Siksi heidän on hallittava uusia tekniikoita ja teknologioita, kuten kupariputkien juottaminen.
Kerromme sinulle kuinka koota ja kytkeä viestintä kupariputkista. Täältä saat selville, mitä tarvikkeita ja työkaluja esiintyjä tarvitsee. Jopa jokapäiväisessä elämässä hyödylliset taidot mahdollistavat erinomaisten suorituskykyominaisuuksien omaavien putkistojen itsenäisen kokoamisen.
Artikkelin sisältö:
Kuparin juottaminen: miksi sinun pitäisi oppia se
Kupariputkia käytetään harvoin käytännössä. Syynä tähän on materiaalien melko korkea hinta. Kupariputkia pidetään kuitenkin oikeutetusti parhaimpana.
Tämä metalli ylittää kaikki muut materiaalit lämmönkestävyyden, joustavuuden ja kestävyyden suhteen. Kupariputkien lämmitys asennuksen jälkeen se voidaan kaataa betoniin, piilottaa seiniin jne. Niille ei tapahdu mitään käytön aikana.

Tämä kannattaa ottaa huomioon valittaessa materiaalia lämmitykseen tai putkistoon. Pitkäaikaisen käytön kannalta korkeammat kustannukset ovat sen arvoisia. Kuparin erinomaisten suorituskykyominaisuuksien lisäksi se on melko helppo asentaa. "Pelotarinat" juottamisen vaikeuksista ovat useimmiten liioiteltuja.
Kupari on melko helppo juottaa. Sen pinta ei vaadi aggressiivisten puhdistusaineiden käyttöä. Monilla matalassa lämpötilassa sulavilla metalleilla on korkea tarttuvuus siihen, mikä yksinkertaistaa juotteen valintaa.
Kallista kuparivirtausta ei tarvita, koska metallia sulatettaessa ei tapahdu voimakkaita reaktioita hapen kanssa. Juotosprosessin aikana putki ei väänny, sen muoto ja mitat pysyvät ennallaan. Tuloksena oleva sauma voidaan tarvittaessa purkaa.
Menetelmät kupariosien juottamiseen
Juottamista pidetään parhaana menetelmänä kupariosien liittämiseen. Käytön aikana sula juote täyttää elementtien välisen pienen raon muodostaen luotettavan liitoksen.
On olemassa kaksi yleisintä menetelmää tällaisten yhdisteiden saamiseksi. Tämä on korkean ja matalan lämpötilan kapillaarijuottoa. Selvitetään kuinka ne eroavat toisistaan.
Korkean lämpötilan liitäntöjen ominaisuudet
Tässä tapauksessa kuparielementtien liitosprosessi tapahtuu yli +450 asteen lämpötiloissa. Melko tulenkestäviin metalleihin perustuvat koostumukset: juoteeksi valitaan hopea tai kupari.
Ne tarjoavat kestävän sauman, joka kestää mekaanisia vaurioita ja korkeita lämpötiloja. Tällaista yhteyttä kutsutaan kiinteäksi.

Ns. kovajuotoksen erikoisuus on metallin hehkutus, joka johtaa sen pehmenemiseen. Siksi, jotta kuparin lujuusominaisuuksien menetys olisi minimaalinen, valmis hitsi tulee jäähdyttää vain luonnollisesti, ilman keinotekoista puhallusta tai osan upottamista kylmään veteen.
Kiinteää liitosta käytetään putkille, joiden halkaisija on 12-159 mm. Korkean lämpötilan juottamista käytetään kaasuputkien liittämiseen.
Putkityössä sitä käytetään vesiputkien kokoonpanossa halkaisijaltaan yli 28 mm:n osien monoliittiseen liittämiseen. Lisäksi tätä liitäntää käytetään tapauksissa, joissa putkissa kiertävän nesteen lämpötila voi ylittää +120 astetta.
Korkean lämpötilan juottamista käytetään myös lämmitysjärjestelmien kokoamiseen. Sen etuna on mahdollisuus järjestää haara aiemmin asennetusta järjestelmästä purkamatta sitä ensin.
Matalan lämpötilan juottaminen osissa
Pehmeä tai matalan lämpötilan juottaminen on kupariosien liittämistä, jossa käytetään alle +450C lämpötiloja. Tässä tapauksessa juoteeksi valitaan pehmeät, matalassa lämpötilassa sulavat metallit, kuten tina tai lyijy.
Tällaisella juottamalla muodostetun sauman leveys voi vaihdella 7 - 50 mm. Tuloksena olevaa yhdistettä kutsutaan pehmeäksi. Se on vähemmän kestävä kuin kova, mutta sillä on useita merkittäviä etuja.

Suurin ero on, että juotosprosessin aikana metallia ei hehkuteta. Näin ollen sen vahvuus pysyy samana.
Lisäksi lämpötila matalan lämpötilan juottamisen aikana ei ole yhtä korkea kuin korkean lämpötilan juottamisen aikana. Siksi sitä pidetään turvallisempana. Niin kutsuttuja pehmeitä liitoksia käytetään halkaisijaltaan pienten putkien kokoamiseen: 6 - 108 mm.
Matalalämpötilaliitännät putkistoissa kupariputket käytetään vesijohtojen ja lämpöverkkojen asennukseen, mutta sillä edellytyksellä, että niissä kiertävän nesteen lämpötila on alle +130 astetta. Kaasuputkissa tämäntyyppisten liitäntöjen käyttö on ehdottomasti kielletty.
Mitä prosessissa tarvitaan?
Laadukkaiden liitosten tekemiseen tarvitset erikoismateriaaleja ja -työkaluja. Ensinnäkin osien esipuhdistetun pinnan käsittelemiseen tarvitset juoksutetta. Se poistaa oksideja pohjasta, parantaa sulan juotteen virtausta ja vähentää pintajännitystä.
Tämän lisäksi tarvitset myös juote kuparin kanssa työskentelyyn. Korkean lämpötilan hitsaukseen valitaan materiaali, joka ei sisällä lyijyä. Pakkauksessa on oltava sanat "lyijytön" tai "lyijytön".
Matalan lämpötilan juottamiseen valitaan matalassa lämpötilassa sulava juote, joka voi sisältää tinaa, kuparia, vismuttia ja hopeaa. Matalan lämpötilan juotetta on saatavana 3 mm:n langan muodossa.

Työskentelyä varten tarvitset työkaluja. Ensinnäkin, putkileikkuri. Sen avulla voit leikata osia haluttuun kokoon.On tärkeää valita korkealaatuinen työkalu, jotta pehmeä materiaali, kupari, ei rypisty.
Tarvitset myös viisteenpoistoaineen purseiden poistamiseen. Muuten on mahdotonta lisätä yhtä osaa toiseen. Harjaa tai harjaa käytetään myös putkien sisäpinnan puhdistamiseen.

Kuparielementtien lämmittämiseen käytetään erilaisia työkaluja. Useimmiten he valitsevat matalan lämpötilan juottamiseen kaasunpolttaja, jolla on kapeasti suunnattu liekki.
Kaasulaitteisto toimii tässä tapauksessa sylinteristä, jossa on propaanin ja butaanin seosta tai puhdasta butaania. Yksi tällainen täyte riittää 3-4 sataan liitokseen.
Laite toimii tehokkaasti, polttimella lämmitettynä putki lämpenee muutamassa sekunnissa. Korkean lämpötilan juottaminen suoritetaan käyttämällä propaani-happi- tai asetyleeni-ilma-kaasuseoksia.
Lisäksi juottaminen voidaan suorittaa erityisellä sähköjuottimella, joka on suunniteltu toimimaan kupariosien kanssa. Laite voi toimia sekä kovan että pehmeän juotteen kanssa. Juotosrauta on kytketty verkkoon ja sitä käytetään siellä, missä on mahdotonta työskennellä avotulella. Laite on varustettu kiristyspihdeillä ja irrotettavilla elektrodeilla.
Näiden työkalujen lisäksi tarvitset putkiston asennukseen markkerin tai kynän, mittanauhan, vasaran ja rakennustason.
Kuparituotteiden juotostekniikka
Kun olet valmistellut työkalut ja materiaalit, voit aloittaa juotosprosessin. Suoritamme kaikki toiminnot seuraavassa järjestyksessä:
Leikkaa osa haluttuun pituuteen
Kupariputkien leikkaamiseen voidaan käyttää erilaisia työkaluja. Yleisimmin käytetty työkalu on manuaalinen putkileikkuri. Tasaisen leikkauksen varmistamiseksi pidä putkea vain kohtisuorassa työkaluun nähden.
Puristamme osan rullan ja terän väliin ja kierrämme putkileikkuria sen ympäri. Älä unohda kiristää säätöpulttia noin kolmanneksen kierrosta jokaisen kierroksen jälkeen. Putkenleikkuria käytettäessä leikkaus on tasainen ja purseet ilmestyvät vain putken sisään.

Mutta samaan aikaan tuotteen halkaisija pienenee hieman, mikä ei ole toivottavaa. Voit välttää osan muodonmuutoksia leikkaamalla sen rautasahalla. Mutta tässä tapauksessa on paljon purseita, jotka on poistettava, ja sinun on käytettävä mallia leikkauksen viisteen vähentämiseksi.
Putken leikkauksen rypistyminen tai ovalointi johtaa epämiellyttäviin seurauksiin, koska se muuttaa varmasti asennusraon kokoa. Sen arvon tulisi olla välillä 0,02-0,4 mm. Jos rako on pienempi, juote ei pääse siihen. Lisäämällä rakoa kapillaarivaikutusta ei esiinny.
Leikkauksen seurauksena tuloksena tulisi olla osa, jonka pää on tiukasti sylinterimäinen ja jolla on pienin leikkauskulma. Muista poistaa osasta kaikki purseet, puhdista sen sisäpinta harjalla ja poista rasva. Leikkaamme toisen putkenpalan samalla tavalla. Otamme putken laajentimen ja lisäämme toisen putken halkaisijaa vasaralla.

Tarkistamme, kuinka osat sopivat toisiinsa, tarkistamme tuloksena olevan asennusraon mitat. Sen on vastattava täsmälleen normia. Puhdistamme ja poistamme rasvan toisen osan.Suoritamme toimenpiteen koko putken poikkileikkaukselle muistaen, että liitoksen pituuden on oltava yhtä suuri kuin osan halkaisija.
Levitä juokstetta putken pintaan
Tekniikan sääntöjen mukaan kupariputkien juottaminen, kerros juoksutetta on levitettävä osiin. Otamme koostumuksen ja levitämme sen varovasti harjalla putken ulkopinnalle, joka sijaitsee liitoksen sisällä.
Suoritamme toimenpiteen erittäin huolellisesti. Yritämme kerätä vähimmäismäärän liuosta ja jakaa sen kokonaan osalle. Pintaan ei saa jäädä ylimääräistä juoksutetta.
Osien liittäminen ennen juottamista
Kun sulate on levitetty osiin, ne on liitettävä. Tämä on tehtävä riittävän nopeasti, jotta märälle pinnalle ei pääse epäpuhtauksia. Jos työskentelemme liittimen tai pistorasian kanssa, teemme elementtien täydellisen liitoksen.
Voit tehdä tämän kiertämällä niitä kokonaan. Pyörimisprosessin aikana osat eivät vain "pudota" paikoilleen, vaan virtaus jakautuu myös asennusraon yli mahdollisimman tasaisesti.

Suutteen jättäminen osaan on kiellettyä, koska se on aggressiivinen kemiallinen koostumus.
Hanan juottaminen puristusrenkaaseen perustuvalla liittimellä suoritetaan seuraavassa järjestyksessä:
Saumojen muodostuminen matalan lämpötilan juottamisen aikana
Pehmeää liitosta tehtäessä on pakollista käyttää matalassa lämpötilassa sulavaa juotetta ja matalan lämpötilan juokstetta. Lämmitykseen voit ottaa tavallisen tai pienikokoisen kaasupolttimen, joka ladataan propaanin ja ilman seoksella tai propaanilla butaanin ja ilman kanssa. Voit myös ottaa erityisen sähköisen juotosraudan.
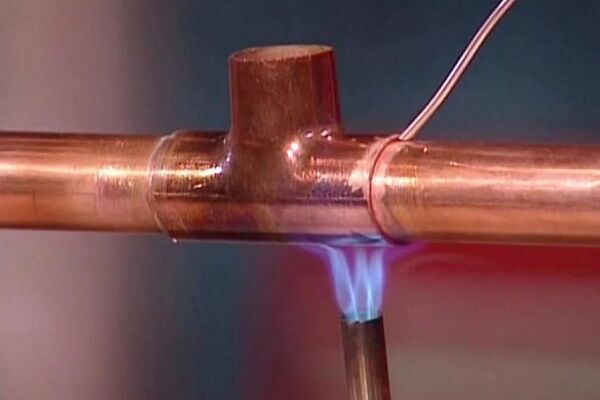
Otamme polttimen, kytkemme sen päälle ja suuntaamme liekin putkien liitokseen. Liekin ja osan välissä olevaa kosketuskohtaa on liikuteltava jatkuvasti. Tämä on tarpeen sen varmistamiseksi, että elementit lämpenevät tasaisesti. Otamme juotetta ja kosketamme sillä silloin tällöin asennusrakoa. Kun tarpeeksi kuumennetaan, juote alkaa sulaa.

Heti kun tämä tapahtuu, siirrä poltin sivuun, jotta juote täyttää kapillaariraon kokonaan. Jos juotos ei ole vielä alkanut sulaa, jatka lämmitystä. Matalissa lämpötiloissa juottamisen erityispiirre on, että juotetta ei erityisesti lämmitetä. Sen pitäisi sulaa liitoksen lämmitettyjen elementtien lämmöstä.
Kun juote on täyttänyt kapillaariraon kokonaan, sen on annettava jäähtyä, mieluiten luonnollisissa olosuhteissa. On muistettava, että tuloksena oleva pehmeä liitos on heikko, joten sen koskettaminen kuumana on kielletty.
Toinen tärkeä kohta. Juotosprosessin aikana on erittäin tärkeää, ettei kuparia saa ylikuumentaa. Muuten metalliin levitetty juoksute tuhoutuu, eikä se näin ollen pysty liuottamaan ja poistamaan oksideja, millä on jyrkästi negatiivinen vaikutus liitoksen laatuun.
Siksi on suositeltavaa käyttää juokstetta juotosjauheen kanssa. Kun osan lämpötila on riittävä juotteen lämmittämiseen, jauhe sulaa ja sulatteen pisaroita näkyy sulatteen sisällä.
Jos liekin käyttöä jostain syystä ei voida hyväksyä, käytetään sähkökäyttöisiä juotoskoneita. Tällaisia laitteita ovat sarja virtalähdettä, sähköpihdit ja juotoskolvi.
Menettely lämmittämiseen ja myöhempään juotosraudan liitoksen muodostamiseen ei eroa yllä kuvatusta. Ainoa varoitus: osien lämpeneminen voi kestää vähemmän aikaa kuin polttimella lämmitettäessä.
Sauman muodostuminen korkean lämpötilan juottamisen aikana
Tällaisessa juotosprosessissa osien lämmittämiseen käytetään myös kaasupoltinta. Se on polttoaineena propaanin ja hapen tai asetyleenin ja ilman seoksella. On mahdollista käyttää asetyleeni-happiseosta.
Asiantuntijat suosittelevat osien lämmittämistä tasaisesti ja nopeasti. Eli lämmitysprosessin tulee olla lyhyt. Laitteessa palavan kaasun tulee tuottaa kirkkaan sininen liekki, jonka voimakkuus on alhainen.

Siirrämme poltinta sujuvasti tulevaa liitäntää pitkin, jotta lämmitys on mahdollisimman tasaista. Kun kupari lämpenee noin 750 asteeseen, se muuttuu tumman kirsikkaväriseksi. Käytä tässä vaiheessa juotetta.
Lämmittääksesi sen paremmin, voit lämmittää sitä hieman polttimella. Mutta samalla meidän on muistettava, että juotteen tulee sulaa liitoksen kuumennetuista osista, ei polttimesta. Ihannetapauksessa sinun on varmistettava liitäntä minimaalisella lämmityksellä, jolloin juotos sulaa välittömästi ja täyttää asennusraon ensimmäistä kertaa.
Tämä ei välttämättä toimi heti, mutta kokemuksen myötä tulos paranee. Kun rako on täytetty kokonaan juotteella, jätä liitos jäähtymään. Ei ole suositeltavaa koskea siihen tällä hetkellä. Pyyhi jäähtynyt sauma huolellisesti poistaaksesi jäljellä olevan juoksutteen.
Yksityiskohtainen analyysi kupariputkien juotostekniikasta kaasupolttimella annettu artikkelissa, jonka sisältöön suosittelemme tutustumaan.
Turvallisuusohjeet kupariputkia juotettaessa
Aloittelevat käsityöläiset ovat kiinnostuneita kupariputkien juottamisesta oikein, mutta samalla he unohtavat turvallisuuden. Tätä ei voi tehdä. Sinun on ymmärrettävä, että kuparilla on korkea lämmönjohtavuus, joten et voi pitää osia käsissäsi ilman jonkinlaista suojaa.
Huolimattomuus ja huolimattomuus sisällä kupariputkiston kokoonpano voi aiheuttaa lämpöpalovamman. Pieniä, jopa 0,3 m pitkiä elementtejä käsitellään vain suojakäsineillä tai pihdeillä.
Varovaisuutta tarvitaan myös fluxin kanssa työskennellessä. Tämä on erittäin aggressiivinen koostumus. Jos sitä joutuu ihollesi juottamisen aikana, lopeta työ välittömästi ja pese juoksute pois iholta runsaalla saippuavedellä.Muuten iholle voi ilmaantua lämpö-, mutta myös kemiallisia palovammoja.

Myös työvaatteet on valittava oikein. Synteettiset kankaat eivät todellakaan sovellu. Keinokuitu on erittäin herkkä korkeille lämpötiloille. Se sulaa ja syttyy helposti, joten työhön on parasta valita paksut, luonnonpuuvillasta valmistetut vaatteet.
Toinen tärkeä kohta. Kun osat kuumennetaan, sulate alkaa palaa. Sen höyryt ovat vaarallisia ihmisille. Tästä syystä huoneen, jossa kupariputkien juottaminen suoritetaan, on oltava hyvin tuuletettu.
Kokeneet käsityöläiset neuvovat ensimmäistä kertaa juottamiseen ryhtyviä harjoittelemaan ensin putken romuja. Käytäntö osoittaa, että kolmen tai neljän itsenäisesti suoritetun liitännän jälkeen voit jo aloittaa putkilinjan asennuksen. Tässä tapauksessa on suositeltavaa koota järjestelmä lattialle ja aloittaa juottaminen vasta sitten.
Valmis putkisto on huuhdeltava huolellisesti puhtaalla kuumalla vedellä juotteen ja juoksutteen poistamiseksi osien sisältä.
Perusvirheet juottamisessa
Kupariputkien juotosprosessi on melko yksinkertainen, mutta vaatii jonkin verran kokemusta. Aloittelijat tekevät usein virheitä työssään.
Harkitsemme tärkeimpiä:
- Vikojen esiintyminen liitettyjen osien pinnalla. Tällaisia vikoja saattaa ilmetä putken leikkaamisen aikana. Jos juottaminen suoritetaan vian päälle, sauma on heikko.
- Saastuminen alueella, jossa elementit on kytketty. Osien rasva on poistettava leikkauksen ja puhdistuksen jälkeen.
- Asennusraon leveys ei ole riittävä.Sääntöjen mukaan osien, joiden poikkileikkaus on 6 - 108 mm, raon mittojen tulee olla 7 - 50 mm.
- Osien riittämätön lämmitys. Tässä tapauksessa juote ei voi sulautua kunnolla alustaan. Tällainen sauma katkeaa helposti jopa pienellä kuormalla.
- Flux ei peitä putken koko pintaa. Oksidit jäävät osan pinnalle, mikä vaikuttaa negatiivisesti sauman laatuun.
- Liitosalueen ylikuumeneminen. Aiheuttaa sulatteen palamista ja oksidin ja kalkin muodostumista. Tämän seurauksena yhteyden laatu heikkenee jyrkästi.
- Kuuman yhteyden tarkistaminen. Ennen sauman laadun tarkistamista sinun on varmistettava, että putki on jäähtynyt. Muuten liitos vääjäämättä vääntyy ja menettää lujuuden.
- Turvallisuussääntöjen huomiotta jättäminen. Juotos suoritetaan korkeissa lämpötiloissa ja käyttämällä aggressiivisia kemikaaleja. Suojavaatetus, maski ja käsineet vaaditaan.
Aloittelevan mestarin voi olla vaikea määrittää itsenäisesti osien kuumennusastetta, joten kannattaa kutsua ammattilainen ja tehdä ensimmäiset kytkennät hänen ohjauksessaan.
Hän tutustuttaa sinut menetelmiin lämmityspiirien rakentamiseen kupariputkista. seuraava artikkeli, joihin suosittelemme tutustumista.
Päätelmät ja hyödyllinen video aiheesta
Voit oppia lisää mielenkiintoisia tietoja kupariputkien juottamisesta seuraavista videoista.
Video #1. Korkean lämpötilan kuparin juottamisen ominaisuudet:
Video #2. Kuinka juottaa kupariliittimet oikein:
Video #3. Millaisia juoksutetta on olemassa juottamiseen?
Kupariputkien juottaminen itse on hyödyllinen taito, josta on varmasti hyötyä kodin yleismiehelle. Kupariputket toimivat erittäin pitkään ja ilman ongelmia.Ottaen huomioon tällaisten osien melko korkeat kustannukset, voit säästää paljon itsekokoonpanossa ja saada korkealaatuisen putkiston erittäin kohtuulliseen hintaan.
Onko sinulla omakohtaista kokemusta kupariputkien liittämisestä juottamalla? Ehkä sinulla on tietoa työn suorittamisen vivahteista? Kirjoita kommentit alla olevaan lohkoon, kysy kysymyksiä, jaa mielipiteesi ja valokuvia artikkelin aiheesta.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Tapaan hyvin harvoin kupariputkia; hyvin harvat ihmiset todella käyttävät niitä, suosien halvempaa ja hyödyllisempää muovia. Mutta olen nähnyt tällaisia putkia taloissa, jotka väittävät olevansa "eliitti". Ne sopivat täydellisesti sisätiloihin. Ja minun piti myös juottaa ne. Omasta kokemuksesta voin sanoa, että tämän työn tekeminen on sekä helppoa että siinä on vivahteita.
Kupari on herkkä metalli, eikä se sinänsä aiheuta sinulle ongelmia. Mutta jos teet itse virheitä, jonkin ajan kuluttua juotospaikka vuotaa. Kaikille, jotka kohtaavat yhtäkkiä tarpeen juottaa kupariputki, sanon ensinnäkin - älä ole laiska äläkä tuhlaa aikaa valmistelutyöhön! Hyvä alku on puoli voittoa.
Jos poistat rasvan huonosti, se vuotaa. Jos puhdistat sen huonosti, se on sama asia. Toiseksi: kohtalainen, mutta riittävä määrä virtausta. Jos kadut sitä, se vuotaa. Liioittele sitä ja päädyt rumiin niveliin. Kolmanneksi: oikeat lämpötilaolosuhteet. Ylikuumeneminen ja alikuumeneminen ovat yhtä huonoja. Yleensä, jos aiot juottaa ensimmäistä kertaa, on parasta löytää kupariputken pala jostain ja harjoitella, kuten luonnoksessa. Tunnista samalla mahdolliset virheesi.