Palloventtiilien valmistus Venäjällä - tyypit ja valmistusprosessi
Suhteellisen äskettäin vesihuoltolaitteiden markkinoilla pääsulkulaite oli perinteinen venttiili - ei kovin luotettava, ja siinä oli paljon toimintaongelmia. Onnistuneempi oli venttiilivaihtoehtojen korvaaminen palloelementillä varustetuilla täysireikäisillä venttiileillä. Kaikki eivät ole laadultaan samanlaisia.
Tuotanto Palloventtiilit vaatii uutta lähestymistapaa tekniseen prosessiin, ainakin nykyaikaisten teknologioiden käyttöä. Tällaisia sulkuventtiileitä ei voida valmistaa puolikäsityömenetelmillä.
Artikkelin sisältö:
Miksi palloventtiilien valmistus on kannattavaa?
Sulku- ja säätöventtiilien kysyntä vain kasvaa. Kun vanhoja teräsputkia ja venttiileitä romutetaan, ajatus palloventtiilin käyttämisestä uusissa muoviputkissa on kasvamassa.

Tuotanto, jossa tekninen prosessi on organisoitu oikein, ei voi olla kannattamatonta kahdesta syystä:
- Kotien putki- tai lämmityspiirissä palloventtiilit muodostavat vähintään 90 % kaikista venttiileistä. Loput 10% viittaa perinteiseen venttiiliin vesiputken sisäänkäynnissä taloon tai huoneistoon;
- palloventtiilin valmistus on teknisesti edistyneempää. Ei tarvita suurta konepuistoa ja kalliita teräsaihioiden valutoimintoja.
Mutta tässä tapauksessa puhumme messinkipalloventtiilien tuotannosta.Ruostumattomasta teräksestä tai PPR-propeenista valmistettuja malleja ei oteta huomioon. Ruostumattomasta teräksestä valmistettuja venttiilejä käytetään pääasiassa teollisuusputkistoissa ja elintarviketuotannossa.

Ne maksavat enemmän kuin perinteiset venttiilit. Polypropeenista valmistettuja palloventtiilejä valetaan PPR-putkia valmistavissa yrityksissä. Se on halpa, mutta sitä käytetään yksinomaan polypropeenivesiputkissa.
Palloventtiilin tuotantoa messingistä pidetään kannattavampana, koska se on universaali tuote.
Pienellä kiinnitysmenetelmää muuttamalla sitä voidaan käyttää:
- polypropeeni;
- teräs;
- polyeteeni PEX putket;
- metalli-muovi vesiputket.
Palloventtiilillä on useita suunnitteluominaisuuksia, joilla on positiivinen vaikutus kysyntään ja tuotannon kannattavuuteen:
- yksinkertainen lukitusjärjestelmä. Pystyakselin ympäri pyörivä metallipallo, jossa on reikä, ei käytännössä aiheuta turbulenssia nestevirtaukseen, mikä tarkoittaa vähemmän nestehävikkiä. Voit asentaa halvemman mallin palloelementillä, jonka virtausalue on pienempi kuin perinteisellä venttiilillä;
- Pieni kotelo sopii hyvin vesiputkiin tai lämmitysjärjestelmän piiriin. Ei ole pitkiä varsia, jotka ulkonevat kuin venttiili, jossa on massiiviset kädensijat;
- helppo asennustapa. Palloventtiilin asennus kestää minuutteja. Yksinkertaisimman venttiilin asentamiseksi valurauta- tai pronssirunkoon tarvitset mutkalla varustetut liittimet tai sovittimen, jossa on tiivistesarja laippaliitäntää varten.
Toinen plus on, että palloventtiili on helpompi huoltaa. Jos tuotannossa käytetään laadukkaita materiaaleja, se on toiminnassa kymmenen vuotta.Venttiilin huolto vaatii säännöllistä pyörimistä ja varren kääntämistä kierrettä pitkin, pellin avaamista ja sulkemista. Muuten levyventtiili ja akselin kierreosa jäävät kiinni. Sellaisen venttiilin avaaminen on vaikeaa.
Palloventtiilien tyypit
Mikään tuotanto ei voi perustua yhden mallin tuotantoon, joka korvaa tai kopioi vanhan valurautaventtiilin. Palloelementeistä messinkiventtiileistä on nykyään ainakin useita versioita, niille on kysyntää ja siksi ne ovat mukana myös tuotantosuunnitelmassa.
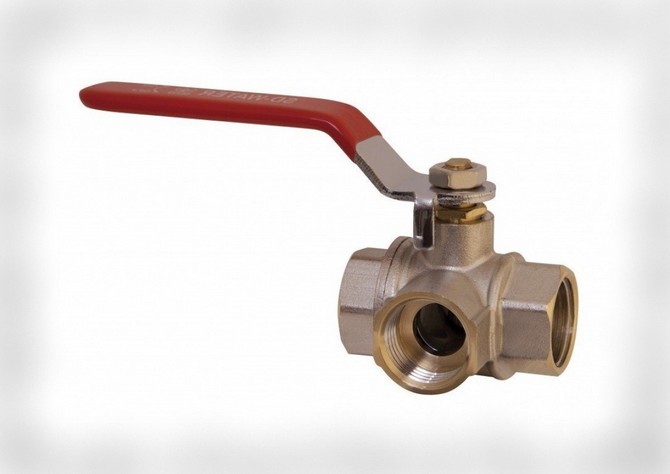
Klassisen nosturin tyypillinen rakenne on esitetty kaaviossa.
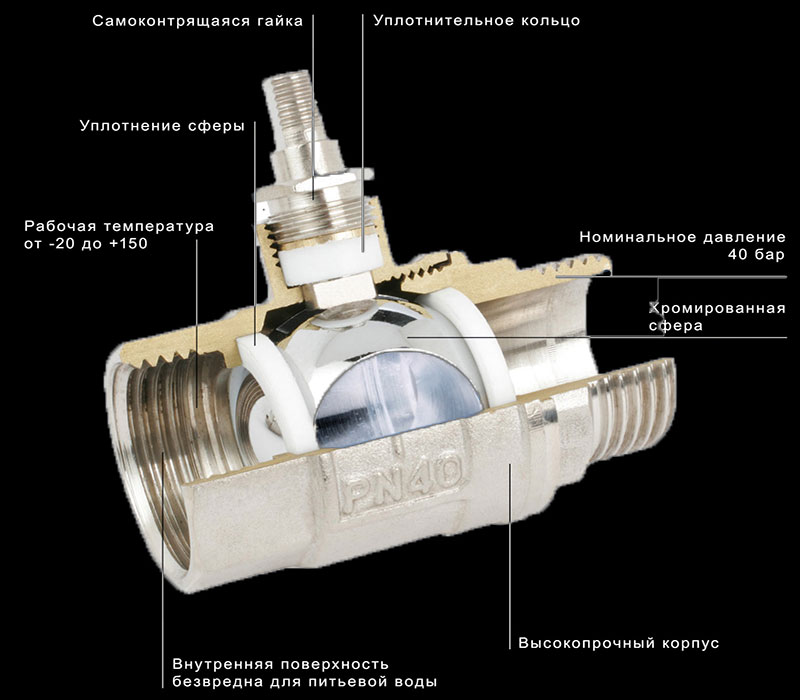
Tuotteen perusta on messinkirunko, jossa on keskuskammio, jonka sisällä on palloelementti. Pallossa on läpimenevä reikä, jonka halkaisija on millimetrin murto-osa pienempi kuin tuloaukko.
Lukituselementti voi pyöriä tangossa pystyakselin ympäri. Reunat on tiivistetty fluoroplastisilla renkailla, jotka sopivat tiukasti pallon kromipintaan.
Osia on vähän, ne kaikki ovat kokoonpanoltaan yksinkertaisia, joten tuotanto voidaan helposti automatisoida.
Erilaisten asuntojen kanssa
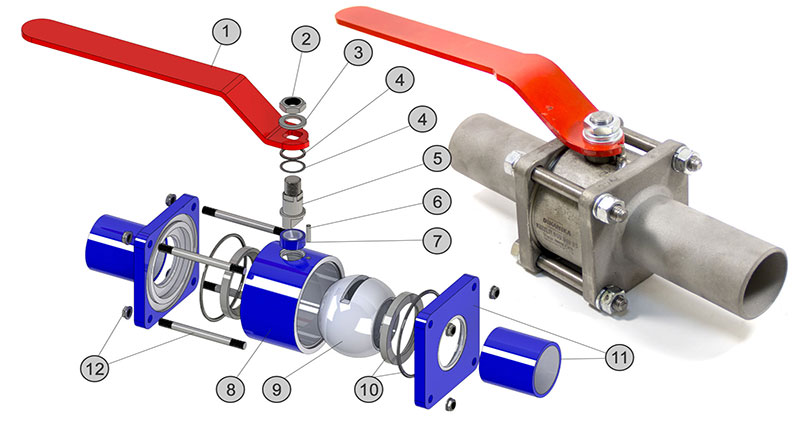
Palloventtiilin käyttöolosuhteista riippuen tuotantoon laitetaan useita kotelotyyppejä. Yksinkertaisin vaihtoehto on kokoontaitettava runko, kaksinkertainen kierre kiinnitystä varten.

Runko on valmistettu kahdesta osasta, jotka on yhdistetty toisiinsa kierteellä. Tällaisten mallien valmistus on hieman kalliimpaa, mutta palloelementti ja fluoroplastisesta painetiivisterengas on mahdollista vaihtaa.
Halvemmat mallit kootaan kutistesovituksella ilman kierteitä. Valmistus voi olla kustannustehokkaampaa, koska palloventtiilin kokoamiseen voidaan käyttää automatisoitua puristinta.
Maanalaisessa viestinnässä käytetään irrotettavaa palloventtiiliä, jossa on suojapinnoitettu teräsrunko. Tuotannon erityispiirre on hitsauksen käyttö kokoonpanotöissä.
Korkeapaineputket on varustettu valurungolla varustetuilla teräksisellä sulkulaitteella.
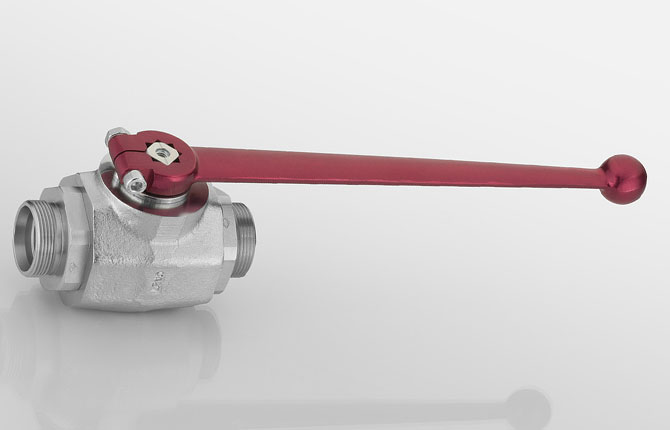
Teräskuulaliitosten valmistusprosessi eroaa messinkimalleista vain käytetyissä materiaaleissa ja pallon asennustavassa. Pallo asetetaan sisään tangon reiän läpi, ja jälkimmäisen sijasta käytetään kartiomaista holkkia. Pallotiiviste on polyoksimetyleeniä ja holkissa on nitriilikumista valmistettu rengas.
Erikoisteräslaaduista valmistettua palloventtiiliä käytetään nestemäisten elintarvikkeiden ja syövyttävien nesteiden kuljetuslinjojen sulkuventtiilinä.
Tuotantoa klassisilla menetelmillä vaikeuttaa ruostumattoman teräksen huono työstettävyys. Siksi runko on koottu, jonka avulla voit korjata ja ylläpitää hanan sisäistä onteloa ja jopa vaihtaa palloelementtiä.
Mediavirran ohjauksen tyypin mukaan
Perinteisissä lukituslaitteissa palloelementti voi olla kahdessa asennossa - "avoin" ja "kiinni". Välivaihtoehdot, kun hana ei avaudu kokonaan, katsotaan suunnittelusta poikkeaviksi, eikä niitä suositella käytettäväksi perinteisissä malleissa.
Mahdollisuutta avata palloelementti ei kokonaan, vaan tiettyyn kulmaan käytetään nesteen virtauksen ohjaamiseen kolmitieventtiileissä.
Yksinkertaisten messinkimallien tuotanto ei vaadi lisälaitteita. Tuotteiden valmistamiseksi korroosionkestävästä teräksestä tarvitaan erikoistuneita metallintyöstökoneita.
Hanan avulla voit vaihtaa tulevan nestevirtauksen jompaankumpaan kahdesta ulostulosta.Lisäksi joissakin malleissa palloelementtiä ei voi kiertää kokonaan, vaan tietyssä kulmassa.
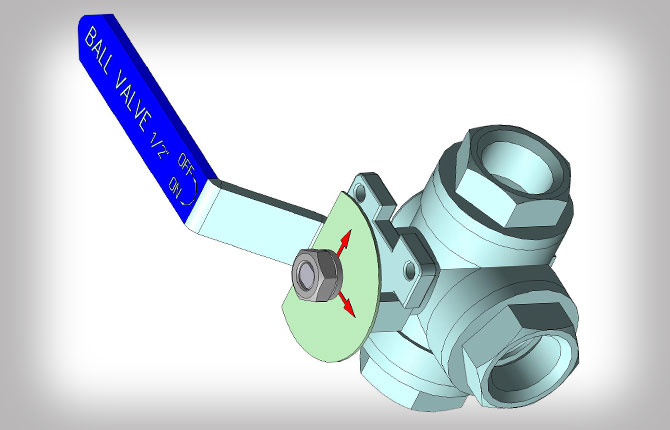
Voit säätää virtausta hanan läpi käsin tai käyttämällä sähkömoottoria ja vaihteistoa.

"Lämmin lattia" -tyyppisten lämmitysjärjestelmien lisääntyneen suosion vuoksi puoliautomaattisten venttiilien tuotanto lämmityspiirin jäähdytysnesteen lämpötilan säätämiseksi laajenee aktiivisesti.

Eri virtausosuuksilla
Pallon sisällä oleva ontelo voi vaihdella muodoltaan ja kooltaan. Kolmivaiheisten mallien valmistukseen käytetään kahden tyyppisiä virtausosia - "L"- ja "T"-muotoja.
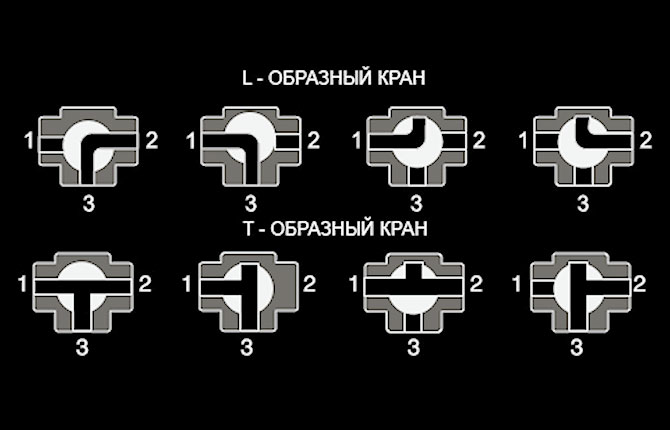
Ensimmäisessä tapauksessa L-ontelo mahdollistaa virtauksen siirtämisen poistoaukosta toiseen. T-ontelo mahdollistaa lisäksi toiminnan tavanomaisen täysvirtaushanan tilassa.
Korkean kiintoainepitoisuuden nesteiden palloventtiilin valmistusprosessin aikana tuloontelon etureuna on erityisesti pyöristetty ja kiillotettu. Tämä tehdään epäpuhtauksien kertymisen välttämiseksi ja metallin kulumisen vähentämiseksi.
Eri liitäntätavoilla
Kotelot eroavat myös kiinnitystavoista putkiin ja putkiliittimiin. Tulo-poistoaukko voidaan tehdä sisä- tai ulkopuolisilla putkikierteillä kytkentä.
Polyeteeni-PEX-putkille yksi tai molemmat tulot on tehty liittimen muodossa polyeteenin puristamiseksi holkilla.
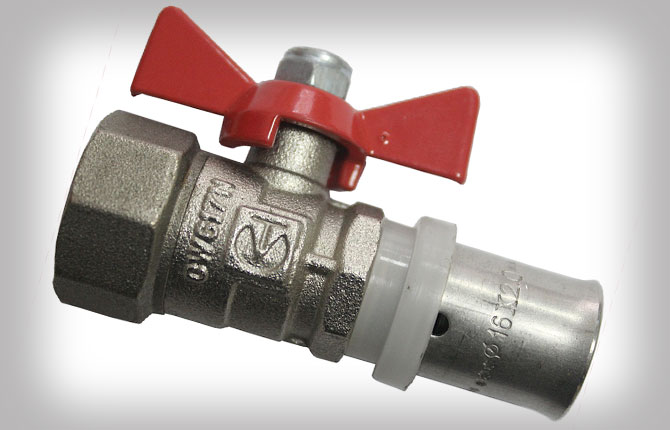
Metalli-muoviputkien hanojen valmistukseen käytetään vakiomallin rungon keskiosaa kierteellä. Sisääntulo ja ulostulo on ruuvattu runkoon, ja niissä on liitin ja kierreosa puristusmutteria varten.

Tämä lähestymistapa palloventtiilien tuotannon järjestämiseen mahdollistaa joidenkin osien tekemisen universaaliksi ja lopulta alentaa valmistuskustannuksia.
Tekniikka ja laitteet
Tuotannon aloittamiseksi tarvitset:
- paina joukolla postimerkkejä. Kaikille Palloventtiili tarvitset vähintään kaksi sarjaa lävistyksiä ja kuumaleimausmuotit;
- asennus messinkijauheen valmistukseen epäpuhtauksien poistamiseksi mikrohiukkasten pinnalta. Tämä laite hylätään usein, mikä vähentää tuotantokustannuksia, mutta heikentää huomattavasti työkappaleen laatua puristuksen jälkeen;
- CNC-kone poraukseen, sorvaukseen ja kierteitykseen;
- galvaaninen asennus nikkelin levittämiseksi;
- kokoonpanopuristin tiivisteiden, tankojen puristamiseen ja palloelementin asentamiseen venttiilin runkoon.
Pienimuotoista tuotantoa varten tarvitset:
- fluoroplastiset renkaat;
- tangon kumitiiviste;
- liima;
- usean tyyppiset pyörivät nupit;
- pähkinät
Kaikki yllä oleva on halvempaa ostaa valmiina kuin perustaa tuotanto itse.
Sinun on myös ostettava postimerkkejä kuumapuristusta varten. Tällaisen työkalun valmistus vaatii monimutkaisia laitteita ja lisäohjausvälineitä, joten on parempi tilata ne erikoistuneelta koneenrakennusyritykseltä.
Jos liiketoimintasuunnitelman mukaan on tarkoitus valmistaa koko valikoima messinkiventtiilejä ja -liittimiä, on vähintään ostettava puristusmutterit, krakkaukset ja holkit kaikentyyppisille putkille.
Palloventtiilien tuotannon teknologinen prosessi
Valmistus alkaa kuumentamalla suulaketta ja messinkijauhetta. Tuotanto kuumaleimauksella maksaa hieman enemmän kuin ei-rautametallien valu, mutta taataan valuvirheiden ja onteloiden puuttuminen. Koteloiden leimaaminen matalissa lämpötiloissa, kuten ZAM:n halpojen hanojen valmistuksessa tehdään, ei ole järkevää huonon laadun vuoksi.

Kun runko tulee ulos muotista, se jäähdytetään ja puhdistetaan jäljellä olevasta voiteluaineesta. Seuraavaksi suoritetaan rasvanpoisto ja nikkelikerroksen levittäminen galvaanisessa kylvyssä. CNC-koneella leikataan tangolle reikä, leikataan kierre ja koneistetaan asennusurat rungon fluoroplastisille tiivisteille.
Pallo ostetaan valmiina. Sen sisällä tietyn muotoinen onkalo on porattu, kiillotettu ja (tarvittaessa) kromattu. Tanko on valmistettu samalla tavalla.
Kokoonpano suoritetaan puristimella. Levitä liimaa ja paina painefluoroplastista rengasta hanan sisään nesteen tulopuolelta. Seuraavaksi pallo työnnetään sisään, tanko painetaan sisään ja rungon mutteri toisella fluoroplastisella renkaalla ruuvataan kiinni.
Kokoonpanon lopussa tankoon laitetaan kumitiiviste, kiristysmutteri ruuvataan sisään ja kahva asennetaan. Palloventtiili on painetestattu, ja jos huomautuksia ei ole, tuotantoprosessi katsotaan päättyneeksi.
Tuotanto Venäjällä ja muualla maailmassa
Huolimatta siitä, että tuotantotekniikka on käytännössä todistettu riittävästi, eri valmistajien palloventtiilit eroavat laadultaan, kestävyydeltään ja usein myös ulkonäöltään. Katsotaanpa tarkemmin eri kotimaisten valmistajien tuotteita ja luodaan oma luokitus.
ARCO
Tunnettu putkenosien valmistaja. Tuotteet valmistetaan Espanjassa ja Tunisiassa. Espanjalainen palloventtiili on laadultaan identtinen sivuliikkeen valmistaman venttiilin kanssa.
Mihin kiinnitämme huomiota valittaessa ARCO-palloventtiiliä:
- hyvälaatuinen messinkirunko, huokoisuusaste on sama kuin valu. Tuotantoprosessin aikana palloventtiilin työkappale altistetaan lisäksi termostaatille. Messinki on sama - CW617N/CW614N;
- Teflonrengasosat ovat erittäin joustavia, joten venttiili kestää helposti jopa 15 baarin paineita ja testauksessa - kaikki 50 baaria.
Tuotantotekniikkaan kuuluu kaksivaiheinen teräspallon kiillotus ja viimeistely. Porauksen jälkeen palloelementti tarkastetaan tankoon asennettuna, ettei se vuoda, minkä jälkeen pinta kromataan ja kiillotetaan.
Positiiviset puolet - kaikkien osien erinomainen laatu, sileä avautuminen - sulkeutuminen ilman hankausta tai "tarttumista".
Negatiiviset puolet - korkea hinta; oikean ARCO:n palloventtiilin tulisi maksaa vähintään 3 euroa. Toinen haittapuoli on, että tuote puretaan usein vähittäiskaupan varastoissa, jolloin palloelementti korvataan kiinalaisella teräskuulalla.
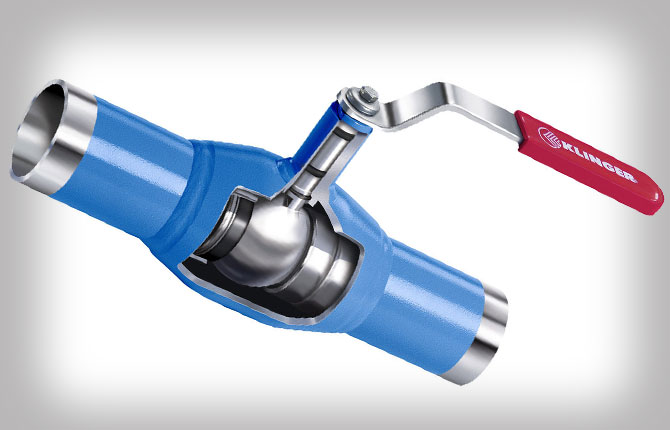
VEXVE
Yritys sijaitsee Suomessa ja suunnittelee ja valmistaa täysin hitsattuja täysreikäisiä venttiililiittimiä. Tämä tarkoittaa, että pallorakenne sijaitsee kotelon sisällä ilman irrotettavia liitoksia.
Venttiilit on suunniteltu ensisijaisesti käytettäväksi korkeapaineisissa tuoteputkissa – 40 bar asti. Palloventtiilin valmistuksessa käytetään seosterästä, runko on luokkaa P235GH, pallo ja varsi ovat X5CrNi1810.
| Malli | Vaihtoehdot |
| Liittyminen | Hitsattu |
| Nimellishalkaisijat | DN10-600 |
| Menolämpötila | -30 alkaen OVuodesta +200 OKANSSA |
| Paine, baari | 25 |
| Solmumateriaalit | |
| Kehys | Steel St.37.0/37.8 |
| Pallo | AISI304 |
| Stock | AISI303 |
| Tiivisterenkaat | PTFE+C |
| Kynä | Galvanisoitu teräs |
| Tiiviste varren holkin alle | Teflon |
Palloelementin venttiilin kestävyys ja tiiviys varmistetaan kahdella levyjousella, jotka painavat PTEF+C tiivisterenkaat pallon pintaan.
Asennus suoritetaan hitsauslaitteilla vain teräsputkille. VEXVE OY (Suomi) on vuodesta 2014 lähtien myynyt omia tuotteitaan VEXVE- ja NAVAL-tuotemerkeillä. VEXVE-palloventtiili on suunniteltu käytettäväksi teollisessa tuotannossa, pääasiassa petrokemian tuoteputkistoissa, joten hinta on melko korkea. Esimerkiksi pienin malli, jonka reiän halkaisija on 15 mm, maksaa alkaen 50 dollaria.
Yleensä sulkuventtiilien laatu on korkea.
ADL
Venäläinen ADL on erikoistunut sulkulaitteiden tuotantoon kaikentyyppisille tuoteputkille - kotitalousverkoista teollisuusputkiin. Tuotantovolyymi on suuri. Pääosan tuotteista tuotanto varmistetaan automatisoiduilla linjoilla.

Kotitalouksien vesihuoltojärjestelmien messingiset palloventtiilit tunnetaan tuotemerkeillä "Boston" ja "Chicago". Teräksisiä sulkuventtiilejä myydään tuotemerkeillä "Bival" ja "ADL".
Tuotteiden hinta on noin puolet suomalaisten ja espanjalaisten analogien hinnasta, laatu vastaa hintatasoa. Tavallinen ½” Boston messinkihana amerikkalaisella tyylillä ja perhoskahvalla myydään alkaen 2,50 dollarista.
BROEN
Yrityksen päätuotanto sijaitsee Tanskassa, sivuliikkeitä on Venäjän federaatiossa, Moskovan alueella ja yli viidessäkymmenessä maassa. Se on erikoistunut pääasiassa teräksisiin sulkuventtiileihin, mutta sarjassa on myös tavallisia messingisiä täysvirtausmalleja. Valmistettu Ballomax-tuotemerkillä.
Tuotteiden laatu riippuu pitkälti tuotantopaikasta. Eurooppalaiset tuotteet testataan 100-prosenttisesti monimutkaisen näytteenottoalgoritmin avulla. Siksi laatu on melko korkea.
"Bologovon vahvistustehdas"
Hän valmisti useita samantyyppisiä messingistä ja teräksestä valmistettuja palloventtiilejä. Viime hetkeen asti tuotanto oli vakaata, laatu oli keskitasoa. Bologovo messingiset kytkentähanat erottuivat kiinteästä rungosta, jolla oli hyvä materiaalipaksuusmarginaali kierreosassa. Tässä halvoissa tuotteissa näkyy halkeama vuoden tai kahden käytön jälkeen.
Vielä pari vuotta sitten messinkiheloilla oli kova kysyntä, sillä venttiilien ja liitosten hinta oli jopa halvempi kuin kiinalaisten tuotteiden. Viime aikoina tuotteita on löydetty markkinoilta paljon harvemmin, käsityöväärennöksiä on paljon, ja alkuperäisen myyntihinta on yli kaksinkertaistunut.
Bugatti
Yksi suosituimmista palloliittimien merkeistä. Valmistaja samanniminen yritys Italiassa. Pääpaino tuotannon organisoinnissa on messinkirungon korkeassa laadussa ja pitkässä käyttöiässä. Tavallinen Bugatti palloventtiili kestää jopa 20 tuhatta avaamista ja sulkemista.

Runko on aina valkoiseksi nikkelöity. Puhdasta messinkiä voidaan käyttää vain ei-standardin mukaisissa varusteissa. Bugatti palloventtiilin hinta on 1,5-2 kertaa keskimääräistä korkeampi, joten tuotemerkin tuotteita väärennetään aktiivisesti.
Kuinka erottaa alkuperäinen italialainen tuote:
- merkintä kotelossa on V-kirjain timantissa, langan koko on ilmoitettava, merkintä "Made in Italy";
- korkealaatuinen palloelementin pinta. Kotelon sisään asetetaan rasvatyyppinen läpinäkyvä silikonirasva;
- Tangossa käytetään alkuperäisen muotoista kiristysmutteria.
Nosturierälle myönnetään aina laatutodistus ja tuotepassi.Mutta luotettavimpana suojaelementtinä pidetään kotelon pinnan korkeaa laatua - siinä ei ole vikoja, raitoja, epäsäännöllisyyksiä tai tahroja.
Aqualink
Venäjällä valmistetut nosturit erottuvat suhteellisen pienestä koostaan ja lisääntyneestä painostaan. Tämä viittaa siihen, että tiheys ja läpäisemättömyys messinki runko paljon korkeampi kuin useimmat kilpailijat.
Palloventtiilin laatu on huomattavasti korkeampi kuin kiinalaiset kollegansa, mutta "Bant"-malleja ostetaan ensisijaisesti lämmitys- ja vesihuoltojärjestelmiin, joissa on alhainen sisäpaine. Yli 5 baarin ylittäminen lyhentää fluoroplastisten vuorausten käyttöikää. Pallovuori kuluttaa Teflonin parissa kuukaudessa.
Brändin etuna on tuotteen suhteellisen alhainen hinta.
Palloventtiilien valmistus maksaa itsensä nopeasti takaisin, kun laadukkaiden tuotteiden kysyntä kasvaa. Hyvän hanan valinnassa on aina ollut tarpeeksi ongelmia, vaikka ne olisivatkin tunnettujen valmistajien tuotteita. Siksi ennen ostamista sinun on tutkittava huolellisesti mallit ja niiden ominaisuudet.
Bugatin, Oventropin ja LD:n palloventtiilien testi: video.
Jaa kokemuksesi palloventtiilien valinnasta ja tiedot venttiililiittimien valmistuksesta kommenteissa. Kuinka valita oikea korkealaatuinen alkuperäinen tuotantomalli? Tallenna artikkeli kirjanmerkkeihisi, jotta et menetä hyödyllisiä tietoja.




Ensinnäkin hana tarkistetaan magneetilla. Jos se tarttuu, on selvää, että se on muuntajateräksestä valmistettu väärennös. Magneetti voi tarttua tangon alueelle, tämä on sallittua.Seuraava asia on tarkastella kotelon kirjoitusten laatua. Alkuperäisessä tuotannossa painatus on aina selkeä, kohokuvioitu ja ilman virheitä. Asiakas on huolissaan ulkonäöstä, joten puristimen leima puhdistetaan säännöllisesti tarttuvasta jauheesta.
Katso seuraavaksi seinämän paksuus langan takana; voit mitata sen jarrusatulalla. Mitä massiivisempi se on, sitä kestävämpi sitä pidetään Bologov-nosturina. Kahvat ovat vain metallia ja vain perhosia, ne ovat käteviä asentaa eivätkä putoa muutaman avauksen jälkeen.
En ole samaa mieltä. Minkä tahansa palloventtiilin laatu ei ole runko, ei kahva, vaan fluoroplastiset sisäosat. Laadun tarkistaminen on erittäin helppoa: kelaamme letkun letkun läpi, yhdistämme sen autokompressoriin ja pumppaamme jopa 8 At. Aseta se vesiämpäriin ja katso, mistä kuplat tulevat. Tavallinen hana kuplia veteen vain varren alla, se voidaan voidella tai kiristää mutterilla.