Tietoja ohjausmenetelmistä lieriömäisten putkien kierteiden mittareilla
Viime vuosina teräskeräimillä ja ulkoisella alumiinikotelolla varustetut bimetallipatterit ovat ansaitusti tulleet yhä suositummiksi osalämmityslaitteiden keskuudessa.Eurooppalaisen tekniikan mukaisesti useimpien valmistajien lämmityslaitteiden sisäkierteet valmistetaan rullausmenetelmällä. Valssatut kierteet tarjoavat kestävän ja turvallisen kierreliitoksen, mistä on osoituksena monien vuosien menestyksekäs bimetallipatterien käyttö.
GOST 31311-2005 "Lämmityslaitteet. Yleiset tekniset ehdot" (kohta 8.2.) lämmityslaitteiden kierreliitokset testataan kierremittareilla. Samaan aikaan yksittäiset kierretekniikkaa käyttävät jäähdyttimen valmistajat sekä voittoa tavoittelemattomat toimialajärjestöt ovat toistuvasti ehdottaneet/vetoanneet eri viranomaisilta, osastoilta ja yksiköiltä vaatien lisäksi sisäkierteiden tarkistamista sileillä mittareilla.
Tässä asiakirjassa tarkastellaan näiden ehdotusten pätevyyttä ja tällaisen lisävaatimuksen käyttöönoton aihetta käyttämällä esimerkkiä G1-kierteestä, jota käytetään useimmissa lämmityslaitteissa.
Katsotaanpa ensin putkien kierteiden valmistuksen perusvaatimuksia.
- Lieriömäisten putkien kierteiden parametrit määritetään GOST 6357-81 "Vaihdettavuuden perusstandardit". Sylinterimäinen putken kierre", jonka mukaan:
Nimellisen kierreprofiilin ja sen elementtien mittojen on vastattava kuvassa 1 ilmoitettuja:
Piirustus 1
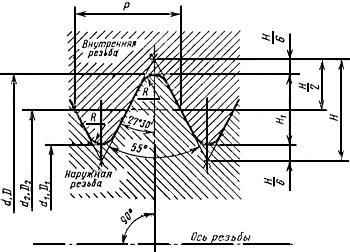
Yllä olevien ilmaisimien mitat millimetreinä G1-kierteelle on esitetty taulukossa 1:
pöytä 1
| Vaihe P | N | H1 | R | |||
| 2,309 | 33,249 | 31,770 | 30,291 | 2,217774 | 1,478515 | 0,317093 |
Samanaikaisesti saman GOST 6357-81:n mukaan on sallittua tehdä kierteitä, jotka poikkeavat määritetyistä arvoista (toleransseista), joiden mukaan lanka on myös GOST 6357-81:n mukainen.
Ulko- ja sisäkierteiden toleranssikenttien kaaviot on esitetty kuvassa 2.
Poikkeamat lasketaan nimellisestä (ideaalisesta) kierreprofiilista kierteen akseliin nähden kohtisuorassa suunnassa.
Piirustus 2
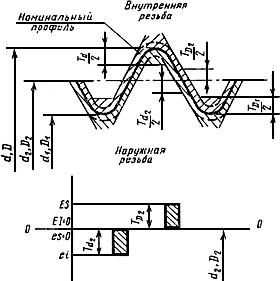

— halkaisijatoleranssit d, d2, D1, D2
Ulko- ja sisäkierteiden halkaisijoiden toleranssien numeeristen arvojen on vastattava taulukossa 3 annettuja arvoja:
Taulukko 3
| Langan koon merkintä | Jako P, mm | Ulkopuolinen kierre | Sisäinen kierre | ||||
| Kierteiden halkaisijat | |||||||
| ulkokierteen ulkohalkaisija | ulkokierteen keskimääräinen halkaisija | keskimääräinen sisäkierteen halkaisija | sisäkierteen sisähalkaisija | ||||
| Toleranssit, mikronia | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| Luokka A | Luokka B | Luokka A | Luokka B | ||||
| G1 | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
Huomaa, että taulukon 1 mukaan arvo H1 (kierreprofiilin työkorkeus) on 1,478515 mm ja taulukon 3 mukaisesti sisäkierteen sisähalkaisijan D1 ja ulkohalkaisijan toleranssit. ulkokierteet d ovat 640 μm ja 360 μm, vastaavasti. Kuvassa 3 on sisä- ja ulkokierreprofiilit G1, jotka on tehty suurimmalla sallitulla poikkeamalla nimellisprofiilista taulukon 3 mukaisesti. Lisäksi nämä kierreprofiilit täyttävät täysin standardin GOST 6357-81 vaatimukset.
Piirustus 3
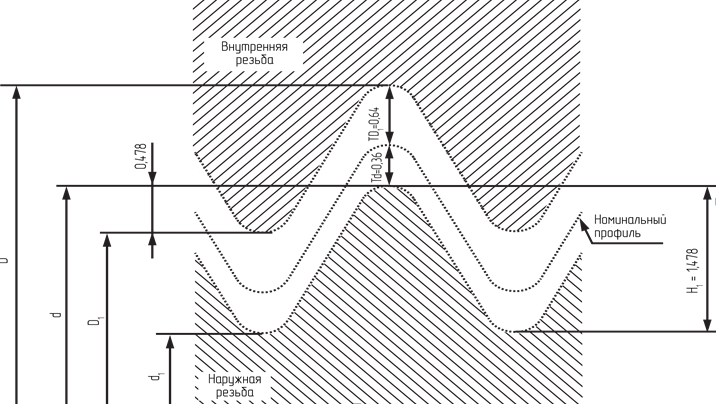
Piirustuksessa näkyy selvästi, että tässä tapauksessa vain 32,4 % kierreprofiilin korkeudesta on mukana kierreliitoksessa.
Tältä osin erityisen yllättävää on joidenkin lämmityslaitteiden valmistajien sekä erikoistuneiden toimialayhdistysten kanta, jotka eivät hyväksy kierteen tunnustamista hyväksyttäväksi, jos kierreprofiili on vain 38 % nimellisarvosta. Ilmeisesti nämä valmistajat ja yhdistykset eivät yksinkertaisesti ymmärrä GOST 6357-81:n perusperiaatteita sen suhteen, minkä kierteen (millä mitoilla) katsotaan tehdyksi tämän GOST:n mukaisesti.
Mielestämme tällaisten merkittävien toleranssien tarve liittyy kohdan 5.1.6 "SP 73.13330.2016 Rakennusten sisäiset saniteettijärjestelmät" vaatimukseen, jonka mukaan "Yksiköitä koottaessa kierreliitokset on tiivistettävä.
Kierreliitosten tiivisteenä kuljetettavan väliaineen lämpötiloissa 378 K (105 °C) asti on suositeltavaa käyttää punaisella tai valkoisella lyijyllä kyllästettyä FUM-teippiä tai pellavasäikeitä standardin GOST R 53484 mukaisesti., sekoitettuna luonnolliseen kuivausöljyyn tai erityisiin tiivistyspastaan-tiivisteisiin."
Siirrytään nyt tarkastelemaan tämän artikkelin pääkysymystä: kuinka suositeltavaa on sisällyttää lämmityslaitteiden kierteiden ohjausta koskevaan säädösdokumentaatioon vaatimus sisäkierteiden pakollisesta tarkastamisesta tasaisilla mittareilla.
Analysoidaan ehdotus lämmityslaitteiden sisäisten kierteiden valvomiseksi tasaisella läpimenomittarilla:
Tarkastellaan ihanteellista vaihtoehtoa, kun sisäkierre on valmistettu tiukasti GOST 6357-81:n mukaisesti, eli. ihanteellisesti nimellisprofiilin mukaan ilman toleransseja. Tässä tapauksessa taulukon 2 mukaan kierteen sisähalkaisija on 30,291 mm.
Yritetään tarkistaa tämä lanka tasaisella kulkumittarilla.
Kohdan 6.2 mukaisesti. GOST 2533-88 "Putkien kierteiden mittarit. Toleranssit" ulko- ja sisäkierteiden testaamiseen käytettävien sileiden mittarien halkaisijakoot tulee määrittää taulukossa 4 annettujen kaavojen mukaisesti.
Taulukko 4
| Nimitys (tyyppinumero) kaliiperi | Kaliiperityypin nimi ja tarkoitus | Kaliiperin halkaisija | |
| Nimitys | Suurin poikkeama | ||
| Sisäkierremittarit | |||
| PR (23) | Tasainen läpimenopistokemittari |  |  |
| EI (24) | Tasainen no-go pistokemittari |  |  |
Indikaattorien H1 ja Z1 arvot on esitetty taulukossa 5.
Taulukko 5
| TD1-arvo GOST 6357:n mukaan | H1, µm | Z1 |
| 375 µm - 710 µm | 26 | 52 |
Yllä olevien taulukoiden tietojen analysoinnista seuraa, että sileän läpimenon halkaisija on yhtä suuri:
- nimellisarvo: D1+ 52 µm = 30,343 mm
- arvo suurimmalla yläpoikkeamalla: D1+ 52 µm + 13 µm = 30,356 mm
- arvo suurimmalla pienemmällä poikkeamalla: D1+ 52 µm - 13 µm = 30,330 mm
Huomaa, että kohdan 2.3 mukaisesti. GOST 24939-81:n "Lieriömäisten kierteiden mittarit" liite 2 "Tulkkien käyttöä koskevat säännöt", "tasaisesti kulkevan mittarin on päästävä vapaasti ohjattuun kierteeseen oman painonsa tai tietyn voiman vaikutuksesta."
Tältä osin saamme paradoksaalisen kuvan, jossa sileän, kulumattoman läpimenotulkin, jonka pienin mahdollinen halkaisija on 30,330 mm, tulisi mahtua vapaasti kierteeseen, joka on ihanteellisesti valmistettu standardin GOST 6357-81 mukaisesti, jonka halkaisija on mikä on 30,291 mm (nimellinen), mikä on periaatteessa mahdotonta.
Näin ollen, kun tarkastetaan täydellisesti GOST 6357-81:n mukaisesti valmistettua lankaa tasaisella läpimenomittarilla, tämä lanka ei ole GOST 6357-81:n mukainen, mikä sinänsä on absurdia.
Tämä selittää osittain tapaukset, joissa GOST 6357-81 luokan A mukaiset kierreliitokset, jotka edellyttävät tarkempaa kierteitystä sallittujen poikkeamien (toleranssien) suhteen, hylätään tasaisella läpimenomittarilla testattaessa.
Edellä esitetyn perusteella voimme päätellä, että lisävaatimuksen käyttöönotto lämmityslaitteiden sisäkierteiden tarkistamiseksi sileillä läpimenomittareilla ei vain takaa kierteiden suorittamisen valvontaa GOST 6357-81:n mukaisesti, vaan päinvastoin, johtaa absurdiin tilanteeseen, kun GOST-lämmityslaitteiden täysin vaatimusten mukaisesti valmistettuja laitteita pidetään viallisina.
Analysoidaan seuraavaksi ehdotus lämmityslaitteiden sisäisten kierteiden valvomiseksi tasaisella läpimenomittarilla:
Harkitsemme vaihtoehtoa, kun sisäkierre on valmistettu täysin GOST 6357-81:n mukaisesti, mutta GOST:n tarjoamalla enimmäistoleranssilla - 640 mikronia (katso indikaattori TD1 taulukko 3). Tässä tapauksessa sisäkierteen halkaisija on 30,931 mm.
Yritetään tarkistaa tämä lanka sujuvalla no-go-mittarilla.
Taulukossa 4 ja taulukossa 5 annettujen tietojen analysoinnista seuraa, että tasaisen nosto-mittarin halkaisija on yhtä suuri:
- nimellisarvo: D1+ 640 µm = 30,931 mm
- arvo suurimmassa yläpoikkeamassa: D1+ 640 µm + 13 µm = 30,944 mm
- arvo suurimmassa alemmassa poikkeamassa: D1+ 640 µm - 13 µm = 30,918 mm
Huomaa, että kohdan 2.4 mukaisesti. GOST 24939-81:n "Lieriömäisten kierteiden mittarit" liite 2 "Tulkkien käyttöä koskevat säännöt", "tasainen no-go mittari ei saa mennä ohjattuun kierteeseen oman painonsa tai tietyn voiman vaikutuksesta."
Tältä osin saamme jälleen paradoksaalisen kuvan, jossa sileä, kulumaton NON-läpimitta, jonka pienin mahdollinen halkaisija on 30,918 mm, EI saa mahtua vapaasti kierteeseen, joka on valmistettu GOST 6357-81:n mukaisesti suurimmalla toleranssilla , jonka halkaisija on 30,931 mm , mikä on periaatteessa mahdotonta.
Näin ollen, kun tarkastetaan GOST 6357-81:n mukaisesti valmistettua lankaa tasaisella EI-GOING-mittarilla, tämä lanka ei ole GOST 6357-81:n mukainen, mikä sinänsä on absurdia.
Kun otetaan huomioon yllä oleva, voimme päätellä, että lisävaatimuksen käyttöönotto lämmityslaitteiden sisäkierteiden tarkistamisesta sileillä ei-läpimittareilla ei takaa kierteiden suorittamisen valvontaa GOST 6357-81:n noudattamiseksi.
Siten yllä oleva analyysi osoittaa selvästi, että sileiden mittalaitteiden käyttö ei ainoastaan pysty yksiselitteisesti toteamaan kierteen GOST 6357-81 vaatimusten mukaisuutta tai poikkeamista, vaan se voi myös johtaa kierteen tunnistamiseen, joka on täysin tämän GOST:n mukainen viallisena.
Erityisen kiinnostavia ovat itse sileiden mittareiden käyttöä koskevat säännöt. Ne on esitetty standardissa GOST 24939-81 "Lieriömäisten kierteiden mittarit" (Liite 2 "Mulkkien käyttöä koskevat säännöt").
Siten tasaiselle läpimenevälle tulpan mittarille on asetettu vaatimus, että mittarin on mentävä vapaasti ohjattuun kierteeseen oman painonsa tai tietyn voiman vaikutuksesta, ja sileälle läpimenemättömälle tulppamittarille on vaatimus, että tämä mittari ei saa mennä ohjattuun kierteeseen oman painonsa tai tietyn lujuuden vaikutuksesta.
Samanaikaisesti kaliiperien käyttösäännöt, GOST 24939-81 tai muut säädösasiakirjat eivät määrittele, kenen ja miten tulisi määrittää tämän voiman suuruus ja mihin suuntaan sen tulisi vaikuttaa kaliiperiin.
Tästä voimme tehdä yksiselitteisen johtopäätöksen, jonka mukaan ei ole olemassa yhtä menetelmää kaliipereiden käytölle, joka on vahvistettu asianomaisissa määräyksissä.
Lisäksi mielestämme, kun keskustellaan lämmityslaitteiden kierteiden testausvaatimuksista, on suositeltavaa ottaa huomioon samanlaiset standardien ehdot lämmityslaitteisiin suoraan liitettyjen lämmitysjärjestelmän elementtien osalta.
Joten osiossa "2. Sääntelyviitteet" GOST 30815-2002 "Automaattiset termostaatit rakennusten vesilämmitysjärjestelmien lämmityslaitteille" GOST 6357-81 mainitaan, mutta sitä ei käytetä enempää tekstissä. Ehkä tästä syystä GOST 30815-2019:n uudessa painoksessa GOST 6357-81 puuttuu kokonaan sääntelyviitteiden luettelosta.
Lisäksi GOST 21345-2005 "Kartiomaiset ja sylinterimäiset palloventtiilit" GOST 6357 ei myöskään mainita.
Näin ollen standardeissa GOST 30815-2019 ja GOST 21345-2005 suoraan lämmityslaitteisiin kytkettyjen lämmitysjärjestelmien elementeissä ei ole vaatimuksia kierteiden testaamisesta GOST 6357-81:n noudattamiseksi.
Tässä yhteydessä ei ole selvää, mitä tarkkaa tavoitetta ehdotusten laatijat pyrkivät ohjaamaan lämmityslaitteiden kierteitä käyttämällä ylimääräisiä sileitä mittareita ilman, että lämmityslaitteisiin suoraan kytkettyjen lämmitysjärjestelmien elementtien kierteitä valvotaan ollenkaan.
Mielestämme on täysin turhaa keskustella tasaisten mittareiden käytöstä lämmityslaitteiden sisäisten kierteiden valvontaan seuraavien tekijöiden läsnä ollessa:
- sisäkierteen nimellishalkaisijan ja tässä artiklassa määritellyn sileän reiän nimellishalkaisijan väliset erot,
- yhtenäisen hyväksytyn menetelmän puute kaliiperien käytölle,
- kierteille ja sen ohjausmenetelmille ei ole asetettu vaatimuksia suoraan lämmityslaitteisiin kytkettyjen lämmitysjärjestelmien elementtien osalta.
Lisäksi suoritimme sarjan testejä selvittääksemme riippuvuuden siitä, kuinka sileillä mittareilla suoritetun testauksen tulokset vaikuttavat lämmityslaitteiden kierreliitosten lujuuteen. Testattavaksi valittiin kahdeksan näytettä kolmen tyyppisistä jäähdyttimen osista:
- alumiini (AL),
- bimetalli, teräksiset pysty- ja vaakasuuntaiset lämpöä johtavat kanavat (BM),
- alumiinipatterit, joissa on teräksiset pystysuorat lämpöä johtavat kanavat (ASVK).
Kaikki näytteet testattiin kierteitetyillä (go ja no-go) mittareilla, ja ne testattiin lisäksi sileillä mittareilla. Tasaisilla mittareilla suoritetun testauksen tulokset on esitetty taulukossa 6.
Näytteet 7 ja 8 valittiin siten, että läpäisemätön sileä mittari sopi vapaasti ilman vaivaa pienellä välyksellä jäähdyttimen osien kierrereikään. Näytteet ruuvattiin jäähdyttimen valmistajan suosittelemilla ruuveilla. Staattiset vetokokeet suoritettiin, kunnes näytteet epäonnistuivat sertifioidussa laboratoriossa.
Taulukko 6
Staattisen vetolujuustestin tulokset
| Näytenumero | Jäähdyttimen tyyppi | Tarkastus tasaisella kulkumittarilla | Tarkastus tasaisella no-go-mittarilla | Murtokuorma, N | Suhteellisuusraja. Baari |
| 1 | BM | negatiivinen | positiivisesti | 48 791 | 604,10 |
| 2 | ASVK | positiivisesti | positiivisesti | 41 884 | 525,71 |
| 3 | ASVK | positiivisesti | positiivisesti | 35 309 | 444,65 |
| 4 | BM | positiivisesti | positiivisesti | 108 272 | 1249,13 |
| 5 | AL | positiivisesti | positiivisesti | 39 924 | 502,09 |
| 6 | BM | negatiivinen | positiivisesti | 102 473 | 1061,17 |
| 7 | BM | positiivisesti | negatiivinen | 46 272 | 563,17 |
| 8 | BM | positiivisesti | negatiivinen | 52 987 | 619,63 |
Testitulokset vahvistetaan testauslaboratorion virallisella protokollalla, videolla ja valokuvauksella.
Näytteen nro 4 esimerkin avulla on selvästi nähtävissä, että bimetallisäteilijää testattaessa kierreliitoksessa tapahtuu muodonmuutosta.

Alumiinipatteria ja teräksisellä lämpöä johtavalla kanavalla varustettua patteria testattaessa tapahtui patteriosan rungossa tuhoa.

Annetuista tiedoista seuraa, että lämmityspatterin kierre, jota ei ole testattu tasaisella läpimenevällä (näyte 1, 6) tai läpäisemättömällä (näyte 7, 8) mittarilla, mutta täyttää täysin GOST - 6357, kun testataan kierremittareilla, muodostaa sellaisen kierreliitoksen, jonka suhteellinen muodonmuutos ylittää monta kertaa painearvot, jotka muut lämmitysjärjestelmien elementit kestävät.
On myös suuntaa-antavaa, että patterit, joiden kierteitä ei testattu millään tasaisella mittarilla, osoittivat luotettavuuden ja turvallisuuden kierreliitoksen rikkoutumisen kannalta samanlaisia ja joissakin tapauksissa parempia tuloksia verrattuna niihin lämpöpatteriin, joiden kierteet testattiin molemmat. sileät kaliiperit.
Tämä todistaa jälleen kerran, että kierteiden tarkistaminen sileillä mittareilla ei millään tavalla vaikuta lämmityspatterin kierreliitoksen lujuuteen ja sen seurauksena tämän laitteen turvallisuuteen ja luotettavuuteen.
Lisäksi näytteissä nro 7 ja nro 8 kierreliitoksen vikakuorma osoittautui korkeammaksi kuin alumiinisen patteriosan rungon ja pystysuoralla teräskanavalla varustetun jäähdyttimen vikakuorma. Erityisen merkittävää on, että teräksisellä pystykanavalla varustetut alumiinipatterit osoittivat huonompia tuloksia kuin perinteiset alumiinipatterit.
Kaiken tämän artikkelin yllä olevan perusteella voimme tehdä yksiselitteisen johtopäätöksen, että tällä hetkellä tarjotut menetelmät lämmityslaitteiden sisäisten kierteiden valvontaan käyttämällä vain kierremittareita (kohta 8.2. GOST 31311-2005) ovat enemmän kuin riittäviä lämmityslaitteiden valmistukseen. lämmityslaitteet, jotka ovat luotettavia ja kuluttajille turvallisia.



