Polyeteeniputket kaasuputkille: polyeteeniputkien asettamisen tyypit ja erityispiirteet
Aiemmin teollisuus- ja kotitalouskommunikaatioita asennettaessa käytettiin valuraudasta, teräksestä ja kuparista valmistettuja putkia. Kun polymeerit, jotka eivät ole huonompia kuin metallituotteet lujuuden, kulutuskestävyyden ja kemikaalien reagoimattomuuden suhteen, putkimateriaaleja alettiin valmistaa polypropeenista, polyeteenistä, polyvinyylikloridista, polybuteenista jne.
Kaasuputkien polyeteeniputket ovat osoittautuneet käytännöllisiksi, joustaviksi, kevyiksi, mikä helpottaa huomattavasti kuljetusta ja asennusta. Jos päätät kaasuttaa yksityisen talon, olisi hyvä idea oppia tarkemmin polyeteeniputkien teknisistä ominaisuuksista, ehdoista ja asennusmenetelmistä.
Artikkelin sisältö:
HDPE-putket kaasuputkiin
Pienitiheyksistä polyeteeniä ei käytetä vain kaasuputkielementtien valmistukseen. Sitä käytetään myös muiden tietoliikenneyhteyksien asennukseen - vesihuolto, viemäri, suojaavat tekniset putkistot. Putkityypit eroavat koostumuksesta, ominaisuuksista ja merkinnöistä.
Keskitytään kaasunkuljetustuotteisiin, joiden tuotanto on vaatimusten alaista GOST R 50838-2009 (vanhentunut painos - GOST R 50838-95).
Tyypit ja koot
Kaasun polymeeripaineputket voivat koostua vain polyeteenistä tai ne on vahvistettu lisäkerroksilla.
Siten niitä on kolme tyyppiä:
- polyeteeni, mukaan lukien keltaisilla raidoilla merkityt;
- polyeteeni, jonka sisä- tai ulkopuolella on koekstruusiokerrokset;
- polyeteeniä, jossa on termoplastinen suojakuori, joka on poistettava ennen asennusta.
Kaikentyyppiset putkimateriaalit on suunniteltu erilaisten GOST 5542 -standardien mukaisten kaasujen kuljettamiseen ja joita käytetään raaka-aineena tai polttoaineena teollisuuden ja kotitalouksien tarpeisiin. Putkilinjojen käytön rajoitukset hyväksytään: max. paine – 1,2 MPa, max. lämpötila -/+40°С.

Teollisuustuotteet toimitetaan osissa 5-24 m, kerrannaisina 0,25 m, mutta useammin kuin keskipitkä, kätevä kuljettaa erikoisvarusteilla - esim. 13 m. Ohuen putken kelaaminen kelaan vaatii eri pituuksia, mutta enemmän usein löytyy keloja 200, 500, 700 m. On mahdollista valmistaa muunkin pituisia tuotteita, mutta vain sopimuksen mukaan.
Seinien ja orjan paksuudesta riippuen. putkien paineet jaetaan kahteen tyyppiin:
- PE-80. Seinämän paksuus – 2-3 mm, toimiva. paine - 3-6 MPa; sopii kaasu- ja vesiputkiin;
- PE-100. Seinämän paksuus – 3,5 mm, toimiva. paine - 8-12 MPa; Tämä on PE 80:n parannettu versio, jolle on ominaista lämmönkestävyys ja lisääntynyt tiheys.
PE (optiot - PE, PE) nimessä on polyeteeniä, numerot 80 ja 100 ovat polyeteenilaatuja.
Taloudellisen kannattavuuden kannalta PE 100 -laatua käytetään korkeapainekaasuputken asennuksessa tai erikoistapauksissa - esimerkiksi vanhan kuluneen pääjohdon rekonstruoinnissa tai koehaarojen rakentamisessa paine 0,6 MPa tai enemmän.
Tekniset ominaisuudet ja merkinnät
Tehtaalla valmistettuja polyeteeniputkia koskevat GOST R 50838-2009:n vaatimukset. Näitä ovat ulkonäköä ja teknisiä ominaisuuksia koskevat suositukset.

Värin suhteen vaihtelun mahdollisuus:
- PE 80 – keltainen;
- PE 100 – keltainen, oranssi, musta ja tasaisesti jakautuneet keltaiset/oranssit raidat.
Asiakirjassa määritellään myös standardit sellaisille ominaisuuksille kuin kestävyys jatkuvassa sisäisessä paineessa, murtovenymä, halkeaman etenemisen kestävyys, lämpöstabiilisuus ja hitsattavuus.

Merkintä ei saa vaikuttaa materiaalin laatuun, eli aiheuttaa halkeamia, turvotusta jne.
Kirjainten ja numeroiden tulee olla helposti luettavia, luettavia ja ymmärrettäviä. Pakollisia ovat:
- tavaramerkki tai valmistajan nimi;
- putken symboli;
- valmistuspäivämäärä;
- nimellishalkaisija/seinämän paksuus;
- nimittäminen;
- GOST
Loput tiedot - maan nimi, eränumero jne. - toimitetaan halutulla tavalla.
Katsotaanpa esimerkiksi yhtä näytteistä:
Sfera LLC PE 80 SDR 11 - 150x10,5 GAS GOST R 50838-2009
- LLC "Sfera" - valmistaja
- PE-80 – polyeteeniputken tyyppi
- SDR 11 – vakiokokosuhde
- 150 - halkaisija
- 10,5 - seinämän paksuus
- GAZ - tarkoitus
- GOST R 50838-2009 - säädösasiakirja
Merkinnällä on helppo todeta, soveltuvatko putket koti- tai teollisuuskäyttöön, vastaavatko ne käyttötarkoitustaan ja halkaisijaansa.
Polyeteenin edut ja haitat
Polyeteenin etujen vuoksi sitä käytetään sellaisen vaarallisen polttoaineen kuljettamiseen kuin maakaasu.
Tärkeimmät edut sisältävät ominaisuuksia, kuten:
- Sähköeristysominaisuudet. Polyeteeni on täydellinen eriste eikä johda sähkövirtoja. Asennuksen aikana ei tarvita maadoitusta.
- Kestää aggressiivisia kemikaaleja, joita voi olla maaperässä tai tuotannossa.
- Ei korroosiota, mahdollisuus käyttää kosteissa ympäristöissä.
- Muovi, jonka ansiosta putkisto on suojattu maaperän liikkeiltä, laajenemiselta jäätymisen aikana ja vesivasaralta.
- Passiivisuus akustisten värähtelyjen välittämiseen.
Kulutuskestävyysaste on melko korkea - nykyaikaisten PE-kaasuputkien valmistajat tarjoavat 30-50 vuoden takuun.

Haittoja ovat sellainen polyeteenin ominaisuus kuin valotuho. Tämä tarkoittaa, että materiaali vanhenee ja murenee nopeasti ultraviolettisäteilyn vaikutuksesta. Polyeteenin auringonsäteilyn kestävyyden parantamiseksi jollakin tavalla materiaaliin lisätään stabilointiaineena mustaa pigmenttiä.
Muita haittoja ovat kuljetettavan aineen pieni käyttölämpötila-alue, hapen läpäisevyys ja teknisten ominaisuuksien riippuvuus ulkolämpötilasta.
Lueteltujen haittojen vuoksi polyeteeniputkista valmistettuja kaasuputkia käytetään vain maassa, metallianalogit asennetaan avoimille alueille.
Polyeteenikaasuputkien asennus
Kaasuputken asentaminen yksityiseen kotiin tai teollisuuslaitokseen on kielletty. Tämän pitäisi tehdä organisaatio, jolla on lisenssi ja oikeus suorittaa tämäntyyppistä työtä luvan perusteella. Hän tekee myös jatkossa huoltotöitä - tarkastus-, testaus- tai korjaustöitä.

Ensin he saavat luvan suorittaa rakennustöitä, laatia suunnitteluarviopaketin ja rakentaa geodeettisen kohdistusakselin. Sitten he tekevät valmistelut, joihin kuuluvat reittisuunnittelu, maanrakennustyöt, kuljetukset ja putkien asennukset, asennukset hitsaustyökalu. Ja vasta sitten he alkavat suoraan asennustöihin - putkien asettamiseen ja hitsaukseen.
Yleiskatsaus putkien liitäntämenetelmiin
Polyeteeni eroaa siinä, että kuumennettaessa se muuttaa ominaisuuksiaan ja sulaa. Tätä laatua käytetään pysyvien kaasuputkiyhteyksien luomiseen - toisin sanoen putkien hitsaus.
Hitsausmenetelmiä on kaksi:
- peppu, ilman muotoiltuja elementtejä;
- sähköfuusio, käyttämällä sähköresistiivisiä liittimiä.
Ensimmäistä menetelmää käytetään teollisiin tarkoituksiin halkaisijaltaan suurien putkien hitsaukseen, toista - kotitalouksien kaasuhaarojen luomiseen keskusjohdosta.
Jos tarvitaan irrotettava yhteys, käytetään kolmatta menetelmää - puristus. Putkien päät yhdistetään puristusliittimillä, jotka voidaan tarvittaessa irrottaa tai vaihtaa.

Katsotaanpa ensin, kuinka hitsaus suoritetaan. Valmistelutyöt suoritetaan saman suunnitelman mukaan:
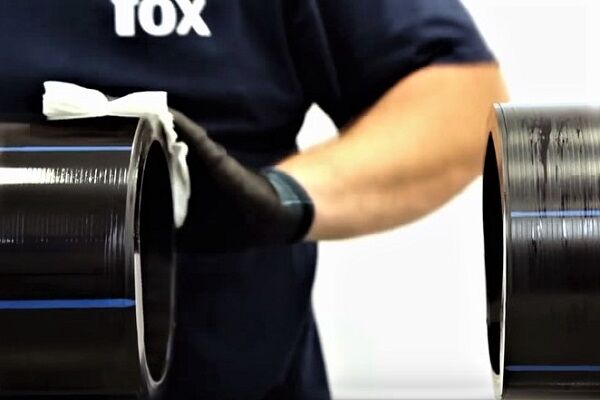
- Asennusmateriaalien ja työkalujen valinta ja tarkastus. Lämmittimet, kaapimet ja trimmerit puhdistetaan, polyeteenijäämät ja pöly poistetaan ja pyyhitään liuottimella. Hankaavat pinnat ja komponentit voidellaan. Valitse halkaisijaltaan sopivat vuoraukset ja puristimet.
- Hitsausparametrien valinta. Työkalut ohjelmoidaan ja tietyt parametrit syötetään lämmityslaitteen muistiin.
- Työalueen valmistelu. Putkien päät puhdistetaan hiekasta, tarttuvasta savesta, pölystä ja pyyhitään. Vapaat päät on peitetty tulpilla. Hapettuneet päät puhdistetaan kaavinta.
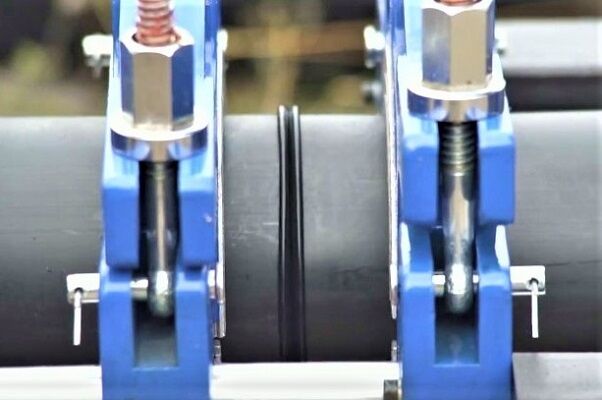
- Putkien kiinnitys ja keskitys. Ennen hitsausta on tarpeen poistaa soikea, joten putkien päät keskitetään ja kiinnitetään sitten haluttuun asentoon - täsmälleen vastakkain.
- Lopeta käsittely. Pinnasta poistetaan päistä 0,1-0,3 mm paksut lastut. Päästä päähän kytkettyjen osien välinen rako saa olla enintään 0,3 mm. Puhdistuksen jälkeen on tarpeen hitsata ilman kontaminaatiota.
Valmistelun jälkeen suoritetaan hitsaus.
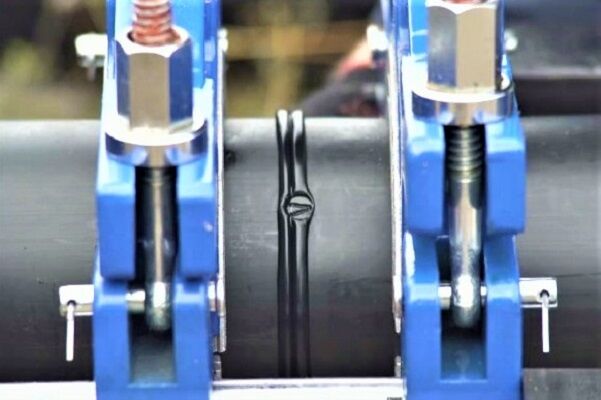
Puskuhitsausliitäntä tapahtuu sulaneiden päiden "fuusion" vuoksi. Sulaminen voidaan saada aikaan käyttämällä lämmitystyökalua, jossa on kiekkotyöelementti.
Hitsausprosessin aikana on tärkeää ottaa huomioon sellaiset kriteerit kuin sulamislämpötila ja -aika, päiden puristusvoima, irrotusjakson kesto, puristuspaine ja jäähdytysaika.
Työmääräys:
Luotettavan sauman merkkejä ovat tasainen, yhtenäinen arpi, kyvyttömyys erottaa putkea voimaa käyttämällä. Hitsausmenetelmää käyttävää hitsausta pidetään erittäin vahvana, eikä se vaadi ylimääräisiä tiivistystoimenpiteitä.
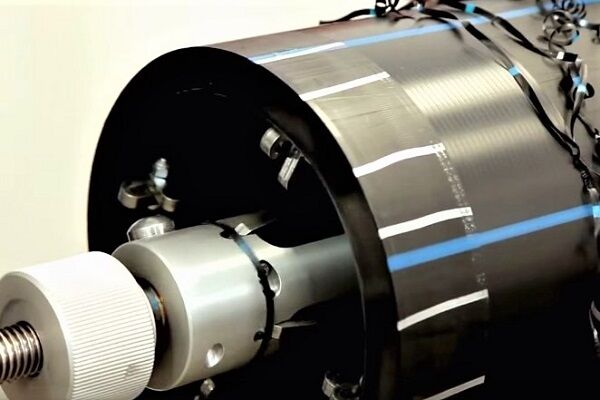
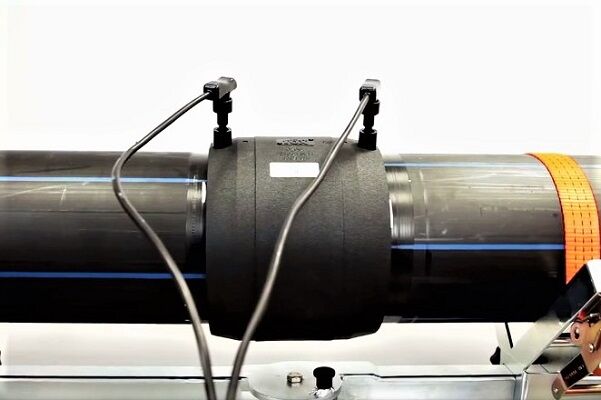
Toinen tapa - sähköfuusio – jolle on ominaista liitoselementtien – kytkimien, sovittimien, mutkien, tiisien – läsnäolo.Helojen sisäpintaan on kiinnitetty metallispiraali, joka lämpenee sähkövirralla ja sulattaa polyeteenin. Tämän seurauksena liittimet "kasvavat yhteen" putkien kanssa muodostaen pysyviä liitoksia.
Valittaessa elementtejä polyeteenikaasuputkien liittämiseen sekä toimenpiteen aikana on tärkeää ottaa huomioon parametrit, kuten virtajännite, hitsaus- ja jäähdytysaika.
Tekniikka on yksinkertaisempaa kuin puskuhitsaus ja tapahtuu seuraavassa järjestyksessä:
Nykyaikaiset hitsauskoneet on varustettu ohjauspaneelilla, jossa on näyttö. Toimenpide suoritetaan putken tyypistä riippuen valitun ohjelman mukaan.
Irrotettavat liitännät Niitä käytetään erittäin harvoin kaasuputken rakentamisessa. Tähän käytetään myös kiinnikkeitä, mutta ne kiinnitetään mekaanisesti, ilman lämmitystä.
Liitoselementit koostuvat kahdesta osasta - holkista ja kotelosta. Kierreosien kiristämisen seurauksena saadaan vahva, mutta epävakaa liitos. Jos tarvitaan lisää luotettavuutta, osat kiinnityksestä kiristetään pulteilla ja muttereilla.
HDPE-kaasuputken rakentamista koskevat säännöt
Polyeteeniputkia asennettaessa ja käytettäessä on noudatettava monia sääntöjä, jotta voidaan varmistaa sekä kaasuputken ja -laitteiden käyttökuntoisuus että käyttäjien turvallisuus.
Moottoriteiden rakentamiseen on monia kieltoja. Esimerkiksi HDPE-putkia käyttämällä on mahdotonta johtaa kaasua kivisissä ja voimakkaasti kohoavassa maaperässä sekä tyypin 2 vajoamisessa. Jos alue on alttiina maanjäristyksille ja seismisyys on yli 6 pistettä, on tarpeen käyttää eri materiaalia kommunikointiin.

Jos HDPE-putkien käyttö sallitaan, useiden edellytysten on täytyttävä. Esimerkiksi jyrkillä rinteillä kaasuputki on suojeltava kaivojen mahdolliselta eroosiolta ja ryhdyttävä lisätoimenpiteisiin niiden vahvistamiseksi.
Ylitettäessä maanalaisia keräimiä tai kanavia, viemäri- tai sähköliittymät, kaivot, polyeteeniputket suljetaan metallikoteloihin. Etäisyys kaasuputken pinnasta kotelon sisäseinään on vähintään 10 cm.
Kaksi tai useampia kaasuputkia voidaan sijoittaa yhteen kaivantoon, mutta jokaiseen haaraan on päästävä huoltoa tai korjausta varten.
Pohjoisilla alueilla, joissa lämpötila laskee alle -40°C, asennussyvyys kasvaa 2,0-3,2 metriin.
Opit asentamaan kaasuputken koteloon ja asettamaan se kaasutettavaan taloon. seuraava artikkeli, jonka suosittelemme kaikkia maalaistalon omistajia lukemaan.
Päätelmät ja hyödyllinen video aiheesta
Sähköfuusiohitsauksen säännöt:
Tietoja päihitsauksen ominaisuuksista:
Kuinka HDPE-putkien hitsauskone toimii:
Polyeteeniputkien käyttö teollisuus- ja asuinrakennusten kaasutukseen on tullut perinteiseksi.
HDPE on kestävä ja luotettava materiaali, joka ei aiheuta huolta. Mutta kaasuputken asennuksen tulisi suorittaa yksinomaan kaasuverkkoasentajien, joilla on kokemusta ja jotka tuntevat polyeteenin hitsaustekniikan.
Jätä kommentteja alla olevaan lohkolomakkeeseen, lähetä artikkelin aiheeseen liittyviä kuvia ja kysy kysymyksiä. Jaa oma kokemuksesi polyeteenikaasuputken asennuksesta. On mahdollista, että antamasi tiedot ja suositukset ovat hyödyllisiä sivuston vierailijoille.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}